3D打印机用金属粉、造型物及造型物的制造方法与流程
实施方式涉及3d打印机用金属粉及造型物。
背景技术:
1、作为新颖的成形技术,正在开发采用了3d打印机的成形技术(3d打印)。3d打印是采用三维立体模型直接造型立体成形物的技术。3d打印中,例如使用激光来加工树脂成形体。树脂成形体通过激光而熔融,所以是容易形成立体结构的材料。
2、近年来,在尝试通过3d打印从金属材料制造造型物。例如可列举使用了3d打印机用金属粉的3d打印。使用了3d打印机用金属粉的3d打印是通过铺满3d打印机用金属粉,照射激光或电子束进行凝固的方法。
3、作为3d打印机用金属粉,例如可使用不锈钢。不锈钢的粉末可通过平均粒径来调整。不锈钢的熔点为1400℃以上且1500℃以下。只要为该熔点,就能通过3d打印制造造型物。另一方面,采用熔点比不锈钢高的金属材料的造型物的制造方法的造型性不一定好。
4、现有技术文献
5、专利文献
6、专利文献1:国际公开第2015/041236号公报
技术实现思路
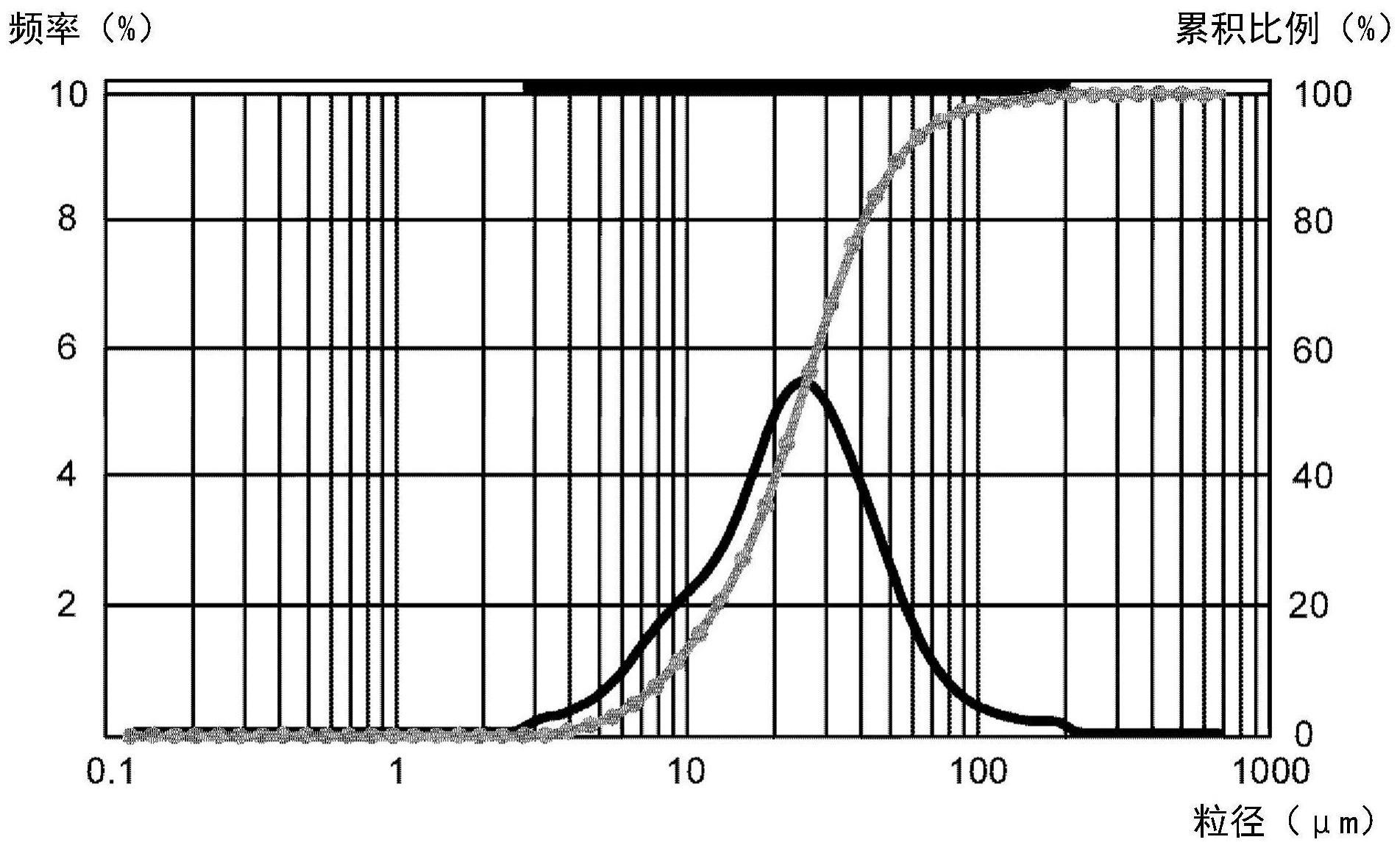
1、实施方式涉及的3d打印机用金属粉具备多个金属粒子。多个金属粒子的粒度分布在1μm至200μm的粒径范围内具有最大峰。粒度分布中的累积比例按体积比例计为90%的粒径d90与累积比例按体积比例计为10%的粒径d10的差d90-d10为10μm以上。
技术特征:
1.一种3d打印机用金属粉,其具备多个金属粒子,
2.根据权利要求1所述的金属粉,其中,所述粒度分布的范围为0.1μm至300μm。
3.根据权利要求1所述的金属粉,其中,所述多个金属粒子中为一次粒子、且最大径为1μm以上的金属粒子的纵横尺寸比为1.0以上且1.5以下。
4.根据权利要求3所述的金属粉,其中,所述最大径为1μm以上且60μm以下。
5.根据权利要求1所述的金属粉,其中,假密度相对于真密度的比为15%以上且80%以下。
6.根据权利要求1所述的金属粉,其中,所述安息角的偏差为5度以下。
7.根据权利要求1所述的金属粉,其中,所述多个金属粒子分别含有50原子%以上的所述钨。
8.根据权利要求1所述的金属粉,其中,所述多个金属粒子分别含有50原子%以上的所述钼。
9.根据权利要求1所述的金属粉,其中,所述多个金属粒子分别含有50原子%以上的所述铼。
10.一种造型物,其具有权利要求1所述的金属粉的成形物。
11.根据权利要求10所述的造型物,其中,所述成形物具有选自翅片结构、格子结构、板结构、柱结构、蜂窝结构、中空结构及弹簧结构中的至少一种结构。
12.根据权利要求10所述的造型物,其中,所述成形物的密度为90%以上。
13.一种造型物的制造方法,其具备采用权利要求1所述的金属粉通过3d打印机形成成形物的工序。
14.根据权利要求13所述的方法,其中,所述成形物的平均密度为90%以上。
技术总结
3D打印机用金属粉具备多个金属粒子。多个金属粒子的粒度分布在1μm至200μm的粒径范围内具有最大峰。粒度分布中的累积比例按体积比例计为90%的粒径D<subgt;90</subgt;与累积比例按体积比例计为10%的粒径D<subgt;10</subgt;的差D<subgt;90</subgt;-D<subgt;10</subgt;为10μm以上。
技术研发人员:沟部雅恭,山本慎一,井野忠,田中徹,中野秀士
受保护的技术使用者:株式会社东芝
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!