一种爆炸硬化制备梯度硬化金属板材的工艺
本发明涉及一种爆炸硬化制备梯度硬化金属板材的工艺,属于爆炸硬化和梯度硬化材料。
背景技术:
1、在现代金属材料的加工工艺中,通过在材料表面制备出一定厚度的硬化表层,即实现材料的表面硬化,进而优化材料的力学性能和服役行为,满足具体环境对材料性能(如强度、硬度、摩擦磨损等)的使用需求,从而更好的应用于金属行业的发展应用。现代金属材料的加工工艺有一些在许多常规的金属压力加工和机械加工工艺基础之上提高,还有一些采用高能加工工艺。例如,以炸药为能源的高能率金属爆炸加工是一种应用广泛的高能加工工艺方式。与传统的金属表面硬化方法如热处理硬化法、机械硬化法、表面喷涂法、表面堆焊法、激光冲击硬化法等相比,金属爆炸硬化不仅具有设备简单、迅速、高效、硬化深度大,精度高和加工成本低等特点,而且能加工常规方法难以加工的零件。因此,该方法在工业上具有巨大的开发应用潜力和实用价值。
2、炸药是一种高密度的廉价能源,炸药爆炸瞬间发生一系列物理和化学反应,产生一定的冲击载荷作用于被硬化金属板,使其瞬间高速撞击金属基座,与此同时被硬化板发生强烈塑性应变,在其该金属表面及一定的深度范围内产生一定的硬化结构层,进而提高该硬化结构层的力学性能,因此这种爆炸硬化工艺被广泛应用于各行业领域。这种高应变、高速率爆炸硬化实现了金属板材表面硬化,文献已报道了高锰钢、45钢、aisi304不锈钢、低碳钢和纯铜等材料表面实现了爆炸硬化,其应用前景广阔。
3、金属爆炸硬化法在1955年由美国的norman等在锰钢硬化处理中首次提出的,且获得爆炸硬化工艺的第一个专利。很快这种硬化工艺得到了推广,首先在国外应用于铁路道岔表面的预硬化处理。经过约70年的发展,国内外对爆炸硬化理论和技术方面进行了深入的研究,应用领域也逐渐矿大,金属爆炸硬化工艺已在中国、俄罗斯、澳大利亚、美国、法国和英国等国的生产中投入不同程度的使用,应用于建筑、机械、化工、通讯等行业。
技术实现思路
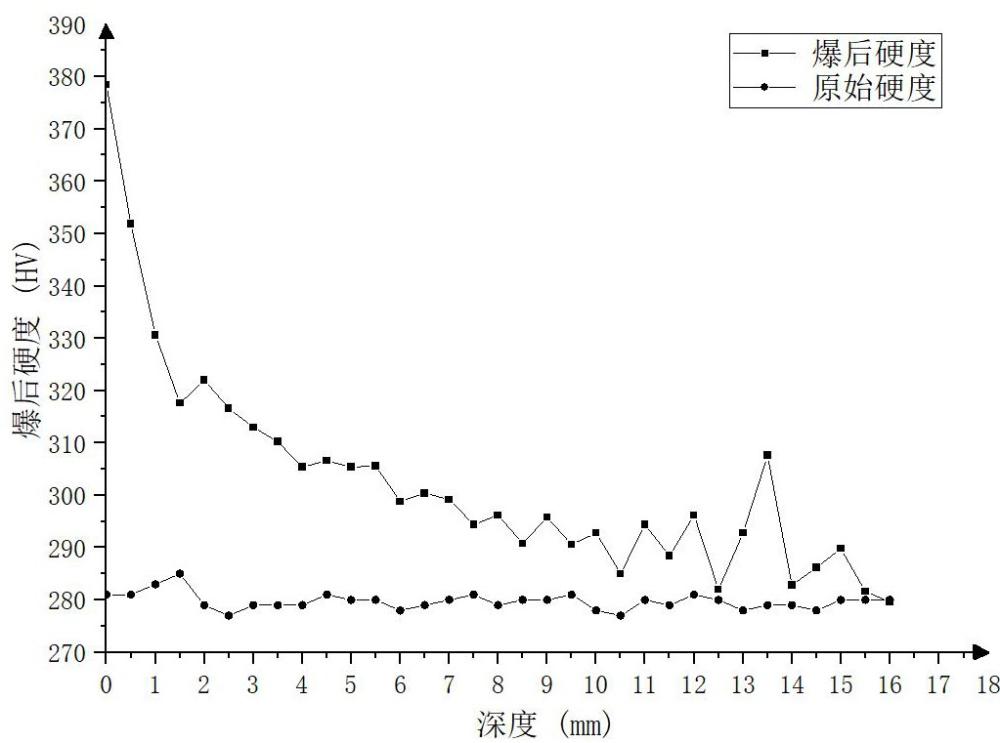
1、本发明目的在于提供一种爆炸硬化制备梯度硬化金属板材的工艺,该工艺利用rdx基(黑索金)浇注的板状炸药对所述金属板材进行爆炸硬化处理,将会大大提高其表面硬度,并且硬化深度达到了15mm。
2、一种爆炸硬化制备梯度硬化金属板材的工艺,工艺步骤包括:
3、为保证实验安全性,将试验场地选在静爆场,在场地中自下而上依次放置刚性基座、待梯度硬化的金属板材、rdx基浇注炸药,然后用电雷管起爆rdx基浇注炸药,对待梯度硬化的金属板材进行高压高频次冲击硬化处理,最终得到所述的梯度硬化的金属板材。
4、进一步的,待梯度硬化的金属板材为炮钢,其化学成分为(wt%):碳c :0.34~0.41;硅si:0.17~0.37;锰mn:0.25~0.50;硫s :允许残余含量≤0.015;磷p :允许残余含量≤0.020;铬cr:1.20~1.50;镍ni:3.00~3.50;铜cu:允许残余含量≤0.020;钼mo:0.35~0.45;钒v :0.10~0.25,其余为铁;待梯度硬化的金属板材尺寸为100mm×300mm×30mm。
5、进一步的,rdx基浇注炸药由35wt%rdx和65wt%tnt组成,其稳定爆轰速度大于等于7200m/s,其尺寸为100mm×300mm×(2~4)mm。
6、进一步的,所述刚性基座和待梯度硬化的金属板材均在实验前进行了打磨和抛光处理。
7、进一步的,在所述待梯度硬化的金属板材与刚性基座的接触面上涂满耐高温的黄油,避免发生爆炸焊接。
8、进一步的,所述刚性基座为45号钢,其尺寸为120mm×340mm×100mm。
9、与现有技术相比,本发明的有益效果在于:
10、本发明提供了一种爆炸硬化制备梯度硬化金属板材的工艺,首先对刚性基座和待梯度硬化的金属板材进行打磨和抛光处理,再放置板状炸药进行爆炸硬化处理。打磨可以除去金属表面的微氧化层,使得板状炸药和待梯度硬化的金属板材接触面无杂质影响;抛光可以使得刚性基座和待梯度硬化的金属板材贴合的更紧密更牢靠,提高硬化效果。
11、所述工艺能加工常规方法难以加工的零件,且具有设备简单、操作便捷、迅速、高效、硬化深度大,精度高和加工成本低等特点,因此爆炸硬化工艺被广泛应用于各行业领域,对于较硬金属材料梯度硬化的开发和应用具有重要的理论意义和实用价值。
12、所述金属板材经过爆炸硬化处理后表面硬度达到380-400hv,硬化层深度达到15mm。
技术特征:
1.一种爆炸硬化制备梯度硬化金属板材的工艺,其特征在于,工艺步骤包括:
2. 如权利要求1所述的工艺,其特征在于,待梯度硬化的金属板材为炮钢,其化学成分以质量百分含量计为:碳c:0.34~0.41;硅si:0.17~0.37;锰mn:0.25~0.50;硫s :允许残余含量≤0.015;磷p :允许残余含量≤0.020;铬cr:1.20~1.50;镍ni:3.00~3.50;铜cu:允许残余含量≤0.020;钼mo:0.35~0.45;钒v :0.10~0.25,其余为铁。
3.如权利要求1所述的工艺,其特征在于,待梯度硬化的金属板材尺寸为100mm×300mm×30mm。
4.如权利要求1所述的工艺,其特征在于,rdx基浇注炸药由35wt%rdx和65wt%tnt组成,其稳定爆轰速度大于等于7200m/s,其尺寸为100mm×300mm×(2~4)mm。
5.如权利要求1所述的工艺,其特征在于,刚性基座和待梯度硬化的金属板材均需进行打磨和抛光处理。
6.如权利要求1所述的工艺,其特征在于,在所述待梯度硬化的金属板材与刚性基座的接触面上涂覆耐高温的黄油。
7.如权利要求1所述的工艺,其特征在于,刚性基座为45号钢,其尺寸为120mm×340mm×100mm。
技术总结
本发明涉及一种爆炸硬化制备梯度硬化金属板材的工艺,属于爆炸硬化和梯度硬化材料技术领域。为保证实验安全性,将试验场地选在静爆场,在场地中自下而上依次放置刚性基座、待梯度硬化的金属板材、浇注好的高爆速板状炸药,然后用电雷管起爆炸药对金属板材进行高压高频次冲击硬化处理,最终得到一种梯度硬化的金属板材,其表面硬度提高到380‑400HV,硬化层深度达到15mm。该工艺操作简单,高效便捷,效果明显且不需要大型设备和仪器。
技术研发人员:堵平,李鑫,南风强,彭金华,魏晓安
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!