一种压射监测方法及系统与流程
本申请涉及监测领域中的监测技术,尤其涉及一种压射监测方法及系统。
背景技术:
1、压铸机是通过压射油缸将金属液压射入模具的模腔内,从而形成压铸件;其中,为了保证压铸机的稳定高效生产,通常根据人为经验,观测压铸机执行压射动作后得到的压铸件的形态,来确定压铸机在压射过程中是否发生异常;但是,上述确定压铸机在压射过程中是否发生异常的方式存在效率低,且准确率不高的问题。
技术实现思路
1、为解决上述技术问题,本申请实施例期望提供一种压射监测方法及系统,解决了相关技术中检测压铸机在压射过程中是否发生异常的方案存在效率低,且准确率不高的问题,提高了故障排查效率,减少因故障带来的损失。
2、本申请的技术方案是这样实现的:
3、一种压射监测方法,所述方法包括:
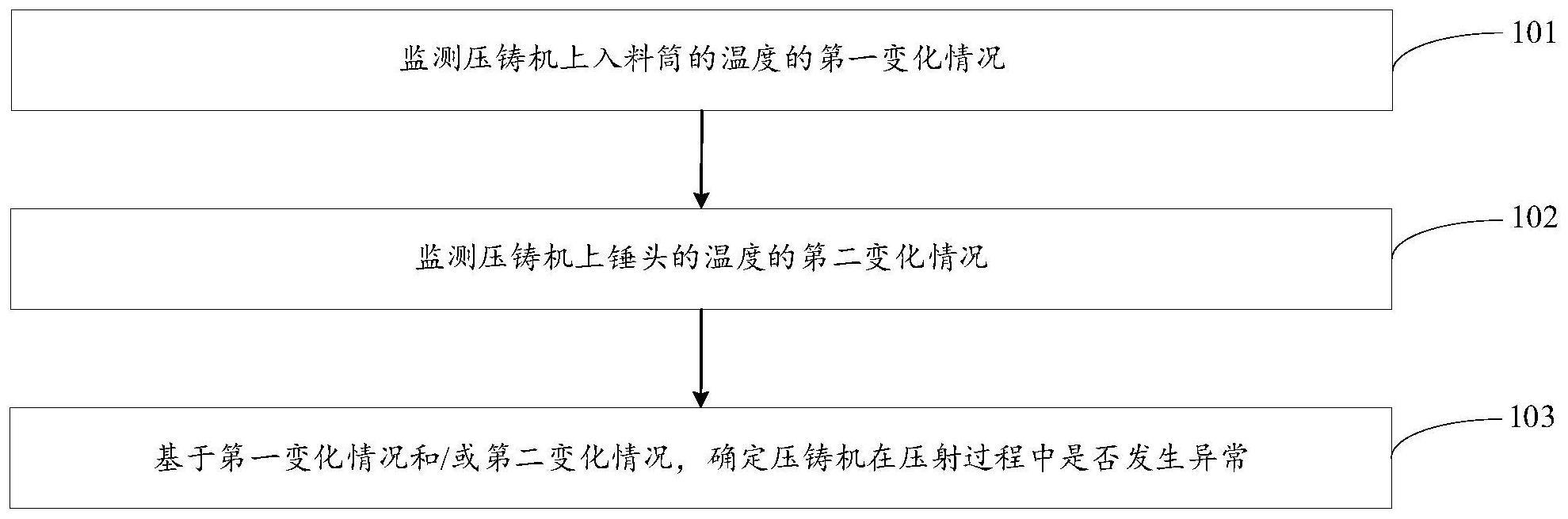
4、监测压铸机上入料筒的温度的第一变化情况;
5、监测压铸机上锤头的温度的第二变化情况;
6、基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常。
7、上述方案中,所述监测压铸机上入料筒的温度的第一变化情况,包括:
8、通过红外温度传感器,检测所述入料筒的第一温度;其中,所述红外温度传感器与所述入料筒之间的距离满足目标距离阈值;
9、基于所述第一温度,确定所述第一变化情况。
10、上述方案中,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
11、在所述第一变化情况满足第一温度变化条件,且所述压铸机未接收到第一压射指令的情况下,确定所述压铸机在所述压射过程中发生第一异常;其中,所述第一压射指令用于指示所述压铸机执行第一压射操作;
12、在所述第一变化情况满足第二温度变化条件,且所述压铸机接收到所述第一压射指令的情况下,确定所述压铸机在所述压射过程中发生第二异常。
13、上述方案中,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
14、在所述第一变化情况满足第二温度变化条件,且所述第二变化情况满足第三温度变化条件,且接收到第一压射指令的情况下,确定所述压铸机在所述压射过程中发生第二异常;其中,所述第一压射指令用于指示所述压铸机执行第一压射操作。
15、上述方案中,所述方法还包括:
16、在所述压铸机在所述压射过程中发生第一异常或第二异常的情况下,发送第二压射指令至所述压铸机;其中,所述第二压射指令用于指示所述压铸机执行第二压射操作;其中,所述第一压射操作和所述第二压射操作不同。
17、上述方案中,所述监测所述压铸机上锤头的温度的第二变化情况,包括:
18、获取所述压铸机中锤头冷却液入口的液体的第二温度和锤头冷却液出口的液体的第三温度;
19、基于所述第二温度和所述第三温度,确定所述第二变化情况。
20、上述方案中,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
21、在所述第二变化情况满足第四温度变化条件的情况下,确定所述压铸机在所述压射过程中发生第三异常;或,
22、获取所述压铸机中液压油入口的第一油压值以及所述压铸机中液压油出口的第二油压值,并确定所述第一油压值与所述第二油压值之间的第三变化情况;
23、在所述第二变化情况满足所述第四温度变化条件,且所述第三变化情况满足油压变化条件的情况下,确定所述压铸机在所述压射过程中发生第三异常。
24、上述方案中,所述方法还包括:
25、获取所述压铸机中锤头冷却液入口的液体的第一流量值以及所述压铸机中锤头冷却液出口的液体的第二流量值;
26、确定所述第一流量值与所述第二流量值之间的第四变化情况;
27、在所述第四变化情况满足流量变化条件情况下,确定所述压铸机在所述压射过程中发生第四异常。
28、上述方案中,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
29、确定所述压铸机在压射过程中的压射参数、锤头冷却液入口的液体的参考温度阈值和锤头冷却液出口的液体的参考温度阈值之间的对应关系;
30、获取所述压铸机在当前压射过程中的当前压射参数;
31、基于所述当前压射参数和所述对应关系,确定所述当前压射参数对应的所述锤头冷却液入口的液体的第一参考温度阈值,以及所述当前压射参数对应的所述锤头冷却液出口的液体的第二参考温度阈值;
32、基于所述第二变化情况,所述第一参考温度阈值和所述第二参考温度阈值,确定所述压铸机在压射过程中是否发生异常。
33、一种压射监测系统,所述系统包括:
34、压铸机,用于通过液压油缸将金属液压射入模具的模腔内,以得到压铸件;
35、控制器,所述控制器与所述压铸机连接,用于监测压铸机上入料筒的温度的第一变化情况;监测压铸机上锤头的温度的第二变化情况;基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常。
36、本申请的实施例所提供的压射监测方法及系统,监测压铸机上入料筒的温度的第一变化情况;监测压铸机上锤头的温度的第二变化情况;基于第一变化情况和/或第二变化情况,确定压铸机在压射过程中是否发生异常;如此,可以通过监测的压铸机上入料筒的温度的第一变化情况和/或压铸机上锤头的温度的第二变化情况,自动确定压铸机在压射过程中是否发生异常,而不是根据人为经验,观测压铸机执行压射动作后得到的压铸件的形态,来确定压铸机在压射过程中是否发生异常,提高了确定压铸机在压射过程中是否发生异常的效率和准确率,解决了相关技术中确定压铸机在压射过程中是否发生异常的方案存在效率低,且准确率不高的问题。
技术特征:
1.一种压射监测方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述监测压铸机上入料筒的温度的第一变化情况,包括:
3.根据权利要求1所述的方法,其特征在于,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
4.根据权利要求1所述的方法,其特征在于,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
5.根据权利要求3或4所述的方法,所述方法还包括:
6.根据权利要求1所述的方法,其特征在于,所述监测所述压铸机上锤头的温度的第二变化情况,包括:
7.根据权利要求1所述的方法,其特征在于,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
8.根据权利要求1所述的方法,其特征在于,所述方法还包括:
9.根据权利要求1所述的方法,其特征在于,所述基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常,包括:
10.一种压射监测系统,其特征在于,所述系统包括:
技术总结
本申请实施例公开了一种压射监测方法,该方法包括:监测压铸机上入料筒的温度的第一变化情况;监测压铸机上锤头的温度的第二变化情况;基于所述第一变化情况和/或所述第二变化情况,确定所述压铸机在压射过程中是否发生异常。本申请实施例还公开了一种压射监测系统。
技术研发人员:王隽,刘卓铭,刘相尚,潘玲玲
受保护的技术使用者:深圳领威科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!