一种判断液压剪剪切方坯内外弧侧和流次的方法与流程
本发明属于冶金设备领域,涉及一种判断液压剪剪切方坯内外弧侧和流次的方法。
背景技术:
1、铸坯在生产出来后,能够准确判断铸坯的方向(内弧、外弧、左侧、右侧)和流次对后期的质量跟踪有很大的帮助(能指导铸坯表面划痕、割伤等表面缺陷的原因查找和处理)。
2、传统火焰切割下一般通过切割熔渣所在的方向来准确判断铸坯的外弧侧,并通过铸坯的摆放方向来大概推算铸坯左右侧。
3、改用液压剪后,铸坯断面不再有切割熔渣,且断面有两个方向存在溃缩(活动刀头的两个方向溃缩,固定刀头的两个方向不变),铸坯通过冷床翻滚、行车吊运过程中的转向等操作后已不利于方向的辨认。
4、铸坯流次的判断主要通过机器人打号机打号的方式进行分辨,如果在没有打号机的方坯铸机上,很难实现流次的分辨。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种判断液压剪剪切方坯内外弧侧和流次的方法,辨认液压剪剪切铸坯的弧侧和流次,从而指导现场铸坯质量问题的质量跟踪,问题辨别和处理。
2、为达到上述目的,本发明提供如下技术方案:一种判断液压剪剪切方坯内外弧侧和流次的方法,适用于四刀片剪切的方式进行铸坯液压剪切的方坯液压剪,包括以下步骤:
3、s1,剪切过程中,铸坯受剪切力影响,上刀片与铸坯内弧有较大的应力,在上刀片下侧布置凸点点阵,由于铸坯在该位置表面温度≥850℃,强度较低,利用该应力,形成类似印钢印的原理,便能在铸坯内弧侧留下点阵印记;
4、s2,铸坯下线后,通过查看有印记的位置便是铸坯头部内弧,再根据断口溃缩情况,能准确推断出铸坯各个方向。
5、可选的,每条剪切线上分别在对应的上刀片下侧位置设置不同的凸点点阵,以做区分。
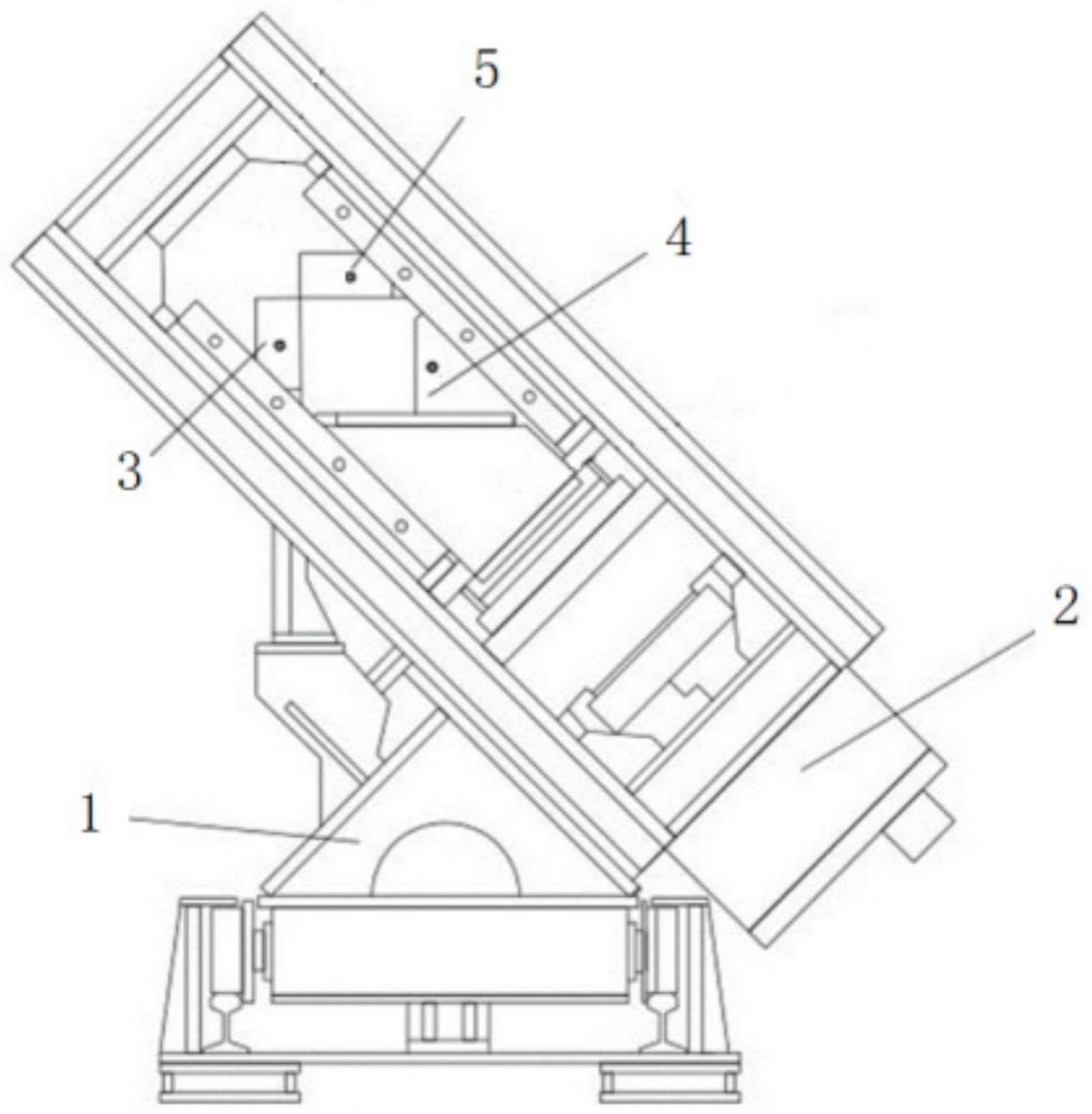
6、可选的,方坯液压剪包括基座,设置在基座上的油缸,以及四刀片,其中左侧刀片为活动刀片,其余为固定刀片。
7、本发明的有益效果在于:本发明在没有打号机器人的情况下准确判断下线铸坯的内外弧侧和流次,便于质量异常情况下的质量跟踪和处理。
8、本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
技术特征:
1.一种判断液压剪剪切方坯内外弧侧和流次的方法,适用于四刀片剪切的方式进行铸坯液压剪切的方坯液压剪,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种判断液压剪剪切方坯内外弧侧和流次的方法,其特征在于:每条剪切线上分别在对应的上刀片下侧位置设置不同的凸点点阵,以做区分。
3.根据权利要求1所述的一种判断液压剪剪切方坯内外弧侧和流次的方法,其特征在于:方坯液压剪包括基座,设置在基座上的油缸,以及四刀片,其中左侧刀片为活动刀片,其余为固定刀片。
技术总结
本发明属于冶金设备领域,涉及一种判断液压剪剪切方坯内外弧侧和流次的方法,适用于四刀片剪切的方式进行铸坯液压剪切的方坯液压剪,剪切过程中,铸坯受剪切力影响,上刀片与铸坯内弧有较大的应力,在上刀片下侧布置凸点点阵,由于铸坯在该位置表面温度≥850℃,强度较低,利用该应力,形成类似印钢印的原理,便能在铸坯内弧侧留下点阵印记;铸坯下线后,通过查看有印记的位置便是铸坯头部内弧,再根据断口溃缩情况,能准确推断出铸坯各个方向。本发明通过辨认液压剪剪切铸坯的弧侧和流次,从而指导现场铸坯质量问题的质量跟踪,问题辨别和处理。
技术研发人员:余杰,王田,梁钊,张浩,杨超,赵俊杰
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!