一种热镀锌锌液温度的控制方法、装置及电子设备与流程
本申请涉及热镀锌,特别涉及一种热镀锌锌液温度的控制方法、装置及电子设备。
背景技术:
1、锌液温度对镀锌产品质量影响很大,因此,锌液温度波动会极大增加锌液中锌渣等夹杂物的发生量,从而影响热镀锌机组正常的生产组织及热镀锌产品质量,无法满足客户的使用要求。
2、基于此,如何采用一种有效的方法能够确保锌液温度的稳定,以提高带钢的表面质量和性能,是亟待解决的技术问题。
技术实现思路
1、本申请的目的在于提供一种热镀锌锌液温度的控制方法、装置及电子设备,本申请解决了现有技术中热镀锌过程中存在锌液温度波动过大的问题,本申请提出的方案通过控制退火后的带钢进入锌锅时的带钢温度,调整锌锅感应器的功率以及对锌锭进行预热处理,确保了锌液温度的稳定,提高了带钢的表面质量和性能。
2、具体的,本申请采用如下技术方案:
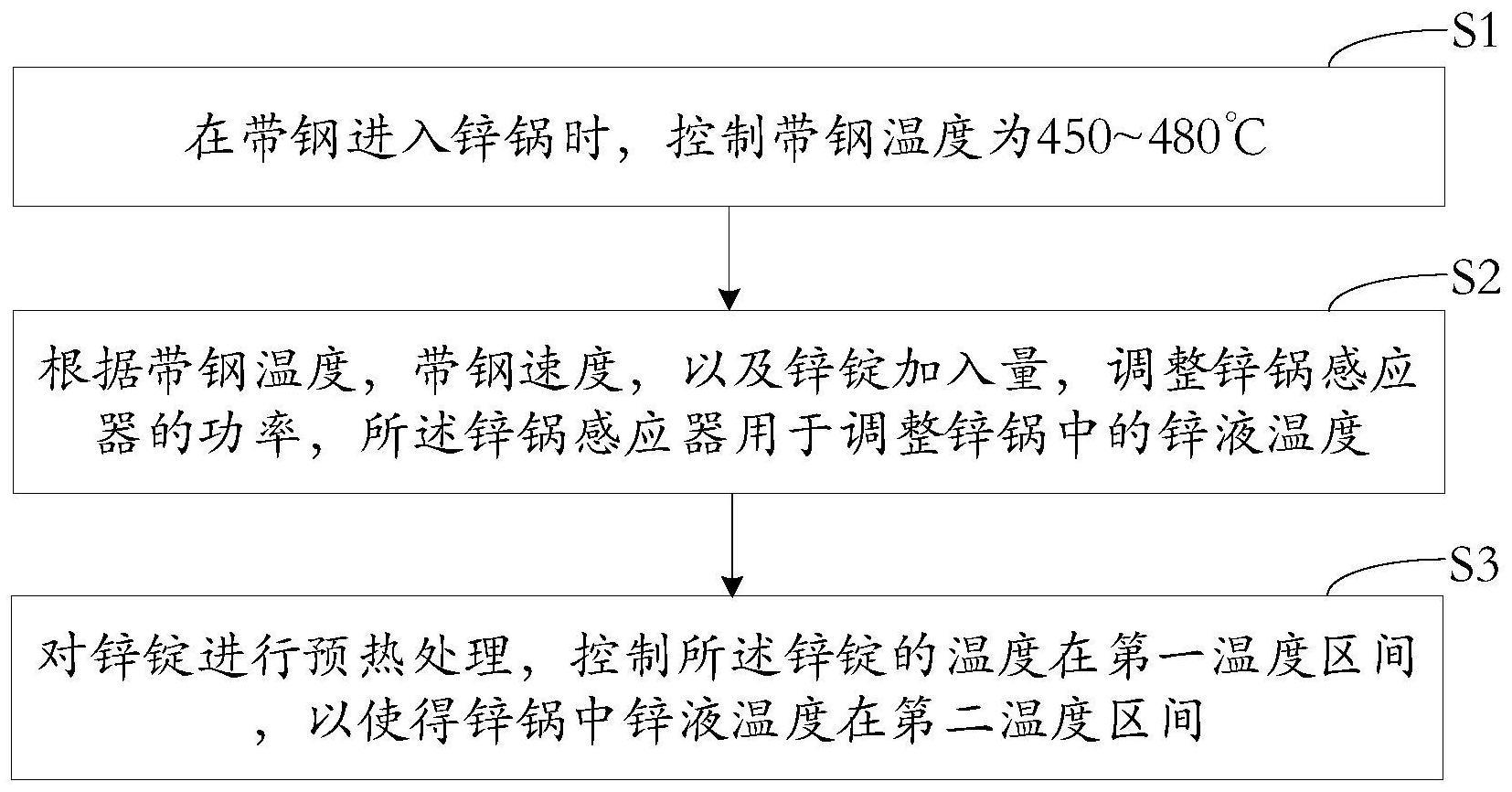
3、根据本申请实施例的一个方面,提供了一种热镀锌锌液温度的控制方法,所述方法包括:在带钢进入锌锅时,控制带钢温度为450℃~480℃;根据带钢温度,带钢速度,以及锌锭加入量,调整锌锅感应器的功率,所述锌锅感应器用于调整锌锅中的锌液温度;对锌锭进行预热处理,控制所述锌锭的温度在第一温度区间,以使得锌锅中锌液温度在第二温度区间。
4、在本申请的一些实施例中,基于前述方案,所述在带钢进入锌锅时,控制带钢温度为450℃~480℃,包括:通过控制立式退火炉缓冷段的温度为470℃~495℃,以在带钢进入锌锅时,控制带钢温度为450℃~480℃。
5、在本申请的一些实施例中,基于前述方案,所述锌锅感应器的功率与所述带钢温度负相关,所述锌锅感应器的功率与所述带钢速度负相关,所述锌锅感应器的功率与所述锌锭加入量正相关。
6、在本申请的一些实施例中,基于前述方案,所述对锌锭进行预热处理,包括:将锌锭放置在距离锌液上方30厘米的区域进行烘烤,以对锌锭进行预热处理。
7、在本申请的一些实施例中,基于前述方案,所述第一温度区间为100℃~200℃。
8、在本申请的一些实施例中,基于前述方案,所述第二温度区间为458℃~462℃。
9、在本申请的一些实施例中,基于前述方案,所述方法还包括:当所述带钢的规格发生变化时,获取所述带钢的宽度和厚度以及锌锅中锌液温度;根据所述带钢的宽度和厚度以及锌锅中锌液温度,对所述锌锅感应器的功率进行调整。
10、在本申请的一些实施例中,基于前述方案,当对所述锌锅感应器的功率进行调整时,所述方法还包括:控制锌锅中锌液在预设时间内所下降的温度小于等于4℃。
11、根据本申请实施例的一个方面,提供了一种热镀锌锌液温度的控制装置,所述装置包括:第一控制单元,被用于在带钢进入锌锅时,控制带钢温度为450℃~480℃;调整单元,被用于根据带钢温度,带钢速度,以及锌锭加入量,调整锌锅感应器的功率,所述锌锅感应器用于调整锌锅中的锌液温度;第二控制单元,被用于对锌锭进行预热处理,控制所述锌锭的温度在第一温度区间,以使得锌锅中锌液温度在第二温度区间。
12、根据本申请实施例的一个方面,提供了一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时以实现如上所述的一种热镀锌锌液温度的控制方法所执行的操作。
13、由上述技术方案可知,本申请至少具有如下优点和积极效果:
14、采用本申请提出的方案,可以解决现有技术中热镀锌过程中存在锌液温度波动过大的问题,本申请提出的方案通过控制退火后的带钢进入锌锅时的带钢温度,调整锌锅感应器的功率以及对锌锭进行预热处理,确保了锌液温度的稳定,提高了带钢的表面质量和性能。
技术特征:
1.一种热镀锌锌液温度的控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述在带钢进入锌锅时,控制带钢温度为450℃~480℃,包括:
3.根据权利要求1所述的方法,其特征在于,所述锌锅感应器的功率与所述带钢温度负相关,所述锌锅感应器的功率与所述带钢速度负相关,所述锌锅感应器的功率与所述锌锭加入量正相关。
4.根据权利要求1所述的方法,其特征在于,所述对锌锭进行预热处理,包括:
5.根据权利要求1所述的方法,其特征在于,所述第一温度区间为100℃~200℃。
6.根据权利要求1所述的方法,其特征在于,所述第二温度区间为458℃~462℃。
7.根据权利要求1所述的方法,其特征在于,所述方法还包括:
8.根据权利要求7所述的方法,其特征在于,当对所述锌锅感应器的功率进行调整时,所述方法还包括:
9.一种热镀锌锌液温度的控制装置,其特征在于,所述装置包括:
10.一种电子设备,包括存储器和处理器,所述存储器存储有计算机程序,其特征在于,所述处理器执行所述计算机程序时以实现如权利要求1至8任一项所述的方法所执行的操作。
技术总结
本申请提供了一种热镀锌锌液温度的控制方法、装置及电子设备,其中,所述方法包括:在带钢进入锌锅时,控制带钢温度为450℃~480℃;根据带钢温度,带钢速度,以及锌锭加入量,调整锌锅感应器的功率,所述锌锅感应器用于调整锌锅中的锌液温度;对锌锭进行预热处理,控制所述锌锭的温度在第一温度区间,以使得锌锅中锌液温度在第二温度区间。本申请解决了现有技术中热镀锌过程中存在锌液温度波动过大的问题,本申请提出的方案通过控制退火后的带钢进入锌锅时的带钢温度,调整锌锅感应器的功率以及对锌锭进行预热处理,确保了锌液温度的稳定,提高了带钢的表面质量和性能。
技术研发人员:黄士岩,刘芯均,于海文,付海峰,米江涛
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!