一种不锈钢阀体自动生产加工设备的制作方法
本发明涉及阀体加工设备领域,具体的是一种不锈钢阀体自动生产加工设备。
背景技术:
1、阀门是用来开闭管路、控制流向、调节和控制输送介质的参数的管路附件。阀门与管路的连接方式具有多种,其中通过法兰进行连接时,需要保证法兰面的光滑程度,从而确保与管路进行紧密的连接,避免出现泄露的情况。针对这一连接方式的阀体在加工时,需要对其法兰的端面进行打磨处理,从而使其光滑度达到所需的要求。其中针对三通阀的阀体进行打磨时,通常采用将阀体夹持在固定位置,之后通过打磨机对法兰的端面进行打磨的方式,这种打磨方式在对具有多个端面的阀体进行打磨时,需要对阀体的位置进行多次的调整夹持,使得打磨效率较差。
2、针对上述技术问题,授权公告号为cn115958507b的中国国发明专利,公开了一种阀门生产用打磨机,该专利位于伸缩杆上的打磨部通过与转动辊相配合的方式对阀门的外表面进行打磨,升降机构带动打磨片下降到阀门接口的内部,转动杆通过挤压活动杆的方式带动打磨球与阀门内壁相接触,打磨球和打磨片能够对阀门接口的内壁进行打磨,无需反复调节阀门的夹持位置,提高了阀门打磨的加工效率。
3、但是在对阀体的法兰面实际的打磨操中,需要根据打磨的进度更换不同目数的打磨片,从而将阀体的法兰面打磨至所需的光滑程度,上述专利在对打磨机更换不同目数的打磨片时,需要将打磨机停止转动,之后人工更换打磨片,降低了打磨了的效率;此外,在打磨的过程中需要在法兰端面涂抹研磨液,通过研磨液辅助打磨片将法兰端面打磨的更加光滑,且研磨液能够降低打磨时的温度,从而防止法兰面因高温而变形,但是现有打磨机在打磨过程中,高速转动的打磨片极易将研磨液甩动抛离法兰面,从而使得法兰面上的研磨液难以维持一定的量,易使得法兰面高温而变形。
技术实现思路
1、为了解决上述技术问题,本发明采用的技术方案是:一种不锈钢阀体自动生产加工设备,包括底座,底座上部左右对称且左右滑动设置有横向夹持框,底座中心位置上部前后对称且上下滑动设置有电动滑块,横向夹持框上与两个电动滑块之间的下侧位置均前后对称且前后滑动设置有y形夹持板,横向夹持框互相远离的一侧与两个电动滑块之间的上侧位置均设置有对三通阀阀体的三个法兰盘面进行同步打磨的打磨部件。
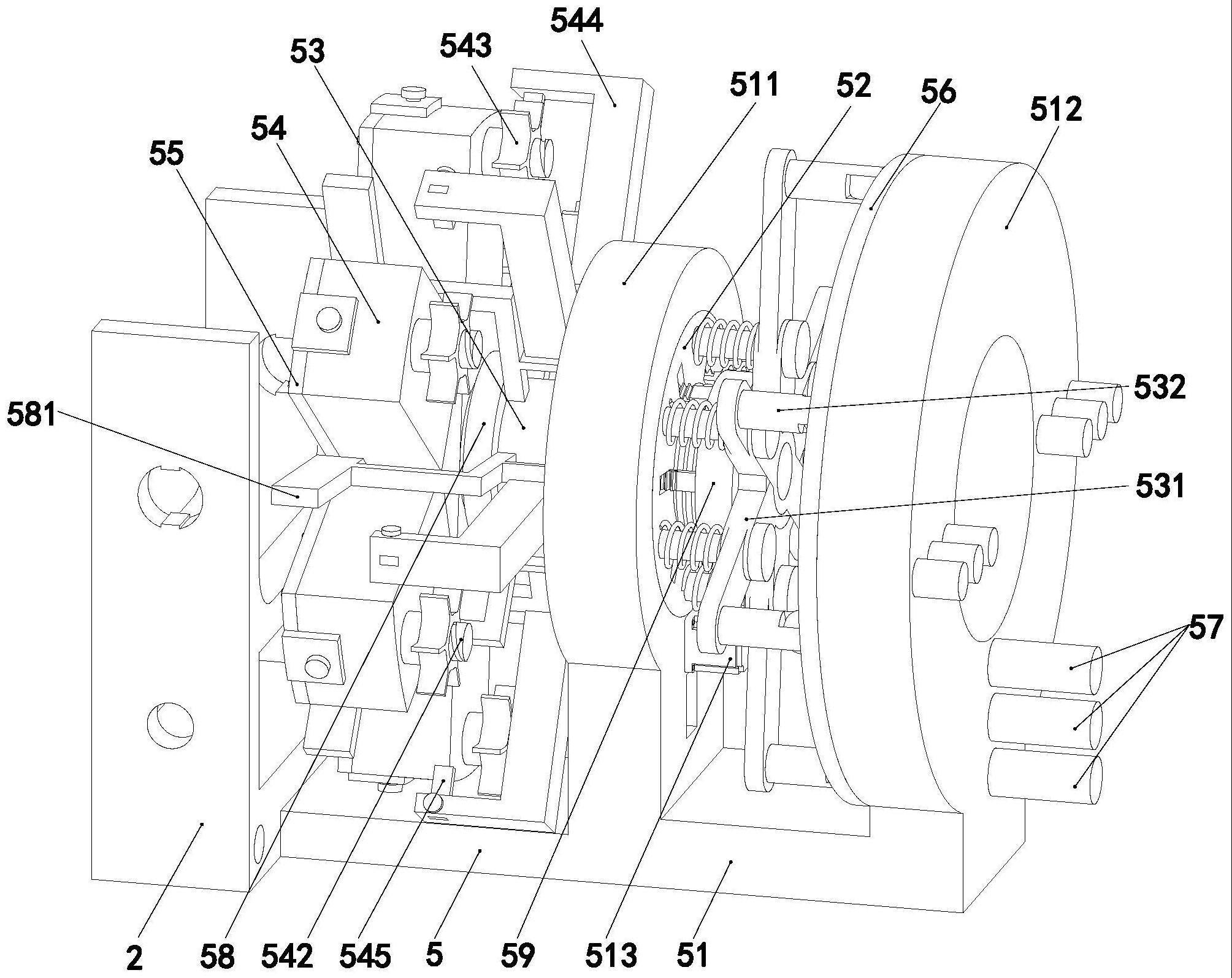
2、所述打磨部件包括固定安装在横向夹持框互相远离的一侧与两个电动滑块之间的上侧位置的打磨架,打磨架的中部与远离底座中心位置的一侧分别安装有固定转架与滑动架,固定转架内部转动设置有主动转盘,主动转盘内部沿其轴线方向依次滑动嵌套有若干打磨转套,每个打磨转套靠近底座中心的一侧相对与其轴线对称安装有研磨液盒,安装在不同打磨转套上的研磨液盒互相交错布置,研磨液盒靠近底座中心的一侧通过螺钉安装有打磨片,打磨转套远离底座中心的一侧安装有支臂板,安装在同一打磨转套上的支臂板与研磨液盒的位置相对应,安装在从外到内的打磨转套上的支臂板依次减短,支臂板远离底座中心的一侧远离对应位置的打磨转套的位置安装有轮架,轮架远离底座中心的一侧转动设置有转动轮,滑动架靠近底座中心的一侧沿其轴线方向依次滑动嵌套有与转动轮相对应的推动环,滑动架上等间距安装有推动气缸,推动气缸的伸缩杆分别与对应位置的推动环固定连接,主动转盘远离底座中心的一侧沿其周向等间距设置有导向柱,导向柱分别穿插在对应位置的支臂板的内部,支臂板与主动转盘之间且位于导向柱的外侧设置有复位弹簧。
3、通过y形夹持板将三通阀阀体夹持固定,之后通过主动转盘带动所有的打磨转套转动,通过伸出推动气缸带动对应位置的打磨转套向底座的中心位置靠近,从而使得打磨转套带动对应位置的打磨片同步抵紧在三通阀阀体的三个法兰盘面上进行打磨。
4、作为本发明的一种优选技术方案,所述电动滑块的上部右侧与横向夹持框的内部下侧均转动设置有双向螺纹杆,双向螺纹杆的两端螺纹处分别穿插在对应位置的y形夹持板的内部并与其螺纹连接。
5、作为本发明的一种优选技术方案,所述固定转架远离底座中心的一侧安装有执行电机,主动转盘的内部设置有一圈从动齿牙,执行电机的输出轴外侧安装有主动齿轮,主动齿轮与从动齿牙啮合。
6、作为本发明的一种优选技术方案,所述研磨液盒的内部沿对应位置的打磨转套的轴向滑动设置有推液板,研磨液盒远离底座中心的一侧转动设置有拨动转板,推液板远离底座中心的一侧安装有螺纹柱,螺纹柱穿插在拨动转板的内部并与其螺纹连接,固定转架靠近底座中心的一侧沿其周向等间距设置有主动支臂,主动支臂外侧沿对应位置的固定转架的径向滑动设置有主动拨板,主动拨板通过紧固螺柱固定位置,打磨片内部沿对应位置的打磨转套的轴向弹性滑动设置有导液管。
7、作为本发明的一种优选技术方案,所述导液管沿对应位置的打磨转套的径向等间距布置有若干组,导液管远离底座中心的位置沿其周向等间距开设有槽口,导液管靠近底座中心的一侧开设有锥面。
8、作为本发明的一种优选技术方案,最外侧的所述打磨转套的外侧沿其轴向分别滑动与弹性滑动设置有检测架与主动推环,检测架与主动推环分别位于对应位置的主动转盘的两侧位置,检测架靠近底座中心的一侧沿其周向等间距设置有刮板,刮板内部安装有激光表面干涉器,主动转盘内部沿其周向等间距转动设置有同步齿轮,检测架与主动推环靠近对应位置的主动转盘的一侧安装有同步齿条,同步齿条分别啮合在同步齿轮的两侧位置。
9、本发明的有益效果在于:
10、一、本发明采用依次滑动嵌套的打磨转套带动安装有不同目数的打磨片同步转动,通过推动气缸依次推动对应位置的推动环带动不同目数的打磨片能够依次与法兰的端面接触,从而使得在转动的情况下完成打磨片的更换,无需停机,大大的提高了打磨的效率。
11、二、本发明采用在研磨液盒中装入研磨液,通过拨动转板转动与主动拨板接触,使得拨动转板转动通过螺纹柱带动推液板向靠近底座中心的方向移动,从而使得推液板推动研磨液从导液管流动至法兰端面上,从而能够自动的对研磨液进行补充,进而避免法兰面高温变形;且通过调节主动拨板伸出的数量能够调节研磨液流出的速度,从而增加本发明的适应性。
12、三、本发明采用主动推环在没有打磨片抵紧在法兰端面上时,通过同步齿轮带动刮板抵紧在法兰的端面上,从而将法兰端面上残留的研磨液去除,从而使得采用不同目数的打磨片进行打磨时,能够在法兰上涂抹对应的研磨液,避免研磨液的混用,保证打磨效果,且刮板将研磨液去除之后通过刮板内部安装的激光表面干涉器能够对法兰端面的光滑度进行阶段性的检测,从而进一步保证打磨效果。
13、四、本发明采用弹性设置的导液管在对直径较小的法兰面进行打磨时,能够通过自身的弹力自动将不与法兰端面相对应的出液口关闭,从而使得研磨液均可涂抹在法兰的端面上,从而避免研磨液的浪费。
技术特征:
1.一种不锈钢阀体自动生产加工设备,包括底座(1),其特征在于,底座(1)上部左右对称且左右滑动设置有横向夹持框(2),底座(1)中心位置上部前后对称且上下滑动设置有电动滑块(3),横向夹持框(2)上与两个电动滑块(3)之间的下侧位置均前后对称且前后滑动设置有y形夹持板(4),横向夹持框(2)互相远离的一侧与两个电动滑块(3)之间的上侧位置均设置有对三通阀阀体的三个法兰盘面进行同步打磨的打磨部件(5);
2.根据权利要求1所述的一种不锈钢阀体自动生产加工设备,其特征在于,所述电动滑块(3)的上部右侧与横向夹持框(2)的内部下侧均转动设置有双向螺纹杆(6),双向螺纹杆(6)的两端螺纹处分别穿插在对应位置的y形夹持板(4)的内部并与其螺纹连接。
3.根据权利要求1所述的一种不锈钢阀体自动生产加工设备,其特征在于,所述固定转架(511)远离底座(1)中心的一侧安装有执行电机(513),主动转盘(52)的内部设置有一圈从动齿牙(522),执行电机(513)的输出轴外侧安装有主动齿轮(514),主动齿轮(514)与从动齿牙(522)啮合。
4.根据权利要求1所述的一种不锈钢阀体自动生产加工设备,其特征在于,所述研磨液盒(54)的内部沿对应位置的打磨转套(53)的轴向滑动设置有推液板(541),研磨液盒(54)远离底座(1)中心的一侧转动设置有拨动转板(543),推液板(541)远离底座(1)中心的一侧安装有螺纹柱(542),螺纹柱(542)穿插在拨动转板(543)的内部并与其螺纹连接,固定转架(511)靠近底座(1)中心的一侧沿其周向等间距设置有主动支臂(544),主动支臂(544)外侧沿对应位置的固定转架(511)的径向滑动设置有主动拨板(545),主动拨板(545)通过紧固螺柱固定位置,打磨片(55)内部沿对应位置的打磨转套(53)的轴向弹性滑动设置有导液管(546)。
5.根据权利要求4所述的一种不锈钢阀体自动生产加工设备,其特征在于,所述导液管(546)沿对应位置的打磨转套(53)的径向等间距布置有若干组,导液管(546)远离底座(1)中心的位置沿其周向等间距开设有槽口,导液管(546)靠近底座(1)中心的一侧开设有锥面。
6.根据权利要求1所述的一种不锈钢阀体自动生产加工设备,其特征在于,最外侧的所述打磨转套(53)的外侧沿其轴向分别滑动与弹性滑动设置有检测架(58)与主动推环(59),检测架(58)与主动推环(59)分别位于对应位置的主动转盘(52)的两侧位置,检测架(58)靠近底座(1)中心的一侧沿其周向等间距设置有刮板(581),刮板(581)内部安装有激光表面干涉器,主动转盘(52)内部沿其周向等间距转动设置有同步齿轮(523),检测架(58)与主动推环(59)靠近对应位置的主动转盘(52)的一侧安装有同步齿条(524),同步齿条(524)分别啮合在同步齿轮(523)的两侧位置。
技术总结
本发明涉及阀体加工设备领域,具体的是一种不锈钢阀体自动生产加工设备,包括底座,底座上部左右对称且左右滑动设置有横向夹持框,底座中心位置上部前后对称且上下滑动设置有电动滑块,横向夹持框上与两个电动滑块之间的下侧位置均前后对称且前后滑动设置有V形夹持板,横向夹持框互相远离的一侧与两个电动滑块之间的上侧位置均设置有对三通阀阀体的三个法兰盘面进行同步打磨的打磨部件,本发明采用安装有不同目数的打磨片同步转动,通过推动气缸带动不同目数的打磨片能够依次与法兰的端面接触,从而使得在转动的情况下完成打磨片的更换,无需停机,大大的提高了打磨的效率。
技术研发人员:陈云伟,陈嘉钥
受保护的技术使用者:江西合一管阀有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!