一种加速冷镦钢线材酸洗处理的方法与流程
本发明涉及钢材酸洗处理,更具体涉及一种加速冷镦钢线材酸洗处理的方法。
背景技术:
1、小规格冷镦钢属于高速线材钢材,主要用于汽车、零件、发动机、变速箱、房屋建材、等需紧固件的结构工程,是重要的工业材料。汽车用冷镦钢在强度、表面质量、耐蚀性能和疲劳性能等方面均比普通钢材性能要求有很大的提高,主要用于汽车、彩钢瓦、桥梁等高标准工程,是国际工程标准积极推荐并已在发达国家广泛使用的产品,明显的经济效益和社会效益。
2、由于冷镦钢对盘条对表面质量要求较高,通常要求不能有目视可见的明显划线,因此要对盘条表面先进行目视检查,由于盘条表面附着较厚的氧化皮,无法直接目视检查,因此需要将盘条酸洗后再进行目视检查。目前所采用的酸洗工艺为热盐酸酸洗工艺,即将30%工业盐酸加热至50-60℃而后浸泡酸洗盘条,该方法酸洗时间较长且酸洗控制不当会导致盘条基体遭到腐蚀。
3、有鉴于此,有必要对现有技术中的冷镦钢线材酸洗处理方法予以改进,以解决上述问题。
技术实现思路
1、本发明的目的在于公开一种加速冷镦钢线材酸洗处理的方法,以解决上述技术问题,通过加速氢离子和亚铁离子的反应速率,能在较短时间内去除盘条表面的氧化铁皮,由于反应时间加快基体被腐蚀的概率非常低,金属表面状态也无明显变化,可以清晰地检测盘条表面形貌。与传统的酸洗方式比,能加快10%-20%的酸洗效率。
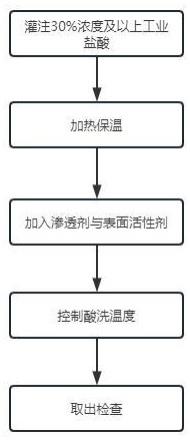
2、为实现上述目的,本发明提供了一种加速冷镦钢线材酸洗处理的方法,包括以下步骤:
3、s1,将30%浓度及以上的工业盐酸灌注在酸洗槽内并加热,保温至50-60℃;
4、s2,加入渗透剂与表面活性剂,其中,渗透剂与酸液的比例为1:100,表面活性剂与酸液的比例为1:1000;
5、s3,将冷镦钢放入酸洗槽内进行酸洗,且酸洗温度控制在55℃左右;
6、s4,酸洗结束后,取出检查。
7、作为本发明的进一步改进,所述渗透剂为丙醇类试剂。
8、作为本发明的进一步改进,所述表面活性剂为烷基苯磺酸钠类试剂。
9、作为本发明的进一步改进,所述方法中冷镦钢直径在6.5-9mm时,酸液温度控制在55℃,酸洗时间控制在3-4min。
10、作为本发明的进一步改进,所述方法中冷镦钢的直径在10-12.5mm时,酸液温度控制在55℃,酸洗时间控制在4-5min。
11、作为本发明的进一步改进,所述方法中冷镦钢的直径在12.5-16mm时,酸液温度控制在55℃,酸洗时间控制在5-6min。
12、作为本发明的进一步改进,所述方法中冷镦钢的直径大于16mm时,酸液温度控制在60℃,酸洗时间控制在6-8min。
13、与现有技术相比,本发明的有益效果是:
14、(1)一种加速冷镦钢线材酸洗处理的方法,通过加速氢离子和亚铁离子的反应速率,能在较短时间内去除盘条表面的氧化铁皮,由于反应时间加快基体被腐蚀的概率非常低,金属表面状态也无明显变化,可以清晰地检测盘条表面形貌;与自然酸洗处理的塑性指标相当,不会导致钢组织的表面状态恶化,经试验证实,冷镦钢盘条钢经本发明的酸洗方法处理后,性能稳定;同时,与传统的酸洗方式比,能加快10%-20%的酸洗效率。
技术特征:
1.一种加速冷镦钢线材酸洗处理的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述渗透剂为丙醇类试剂。
3.根据权利要求1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述表面活性剂为烷基苯磺酸钠类试剂。
4.根据权利要求1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述方法中冷镦钢直径在6.5-9mm时,酸液温度控制在55℃,酸洗时间控制在3-4min。
5.根据权利要求1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述方法中冷镦钢的直径在10-12.5mm时,酸液温度控制在55℃,酸洗时间控制在4-5min。
6.根据权利要求1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述方法中冷镦钢的直径在12.5-16mm时,酸液温度控制在55℃,酸洗时间控制在5-6min。
7.根据权利要求1所述的1所述的一种加速冷镦钢线材酸洗处理的方法,其特征在于,所述方法中冷镦钢的直径大于16mm时,酸液温度控制在60℃,酸洗时间控制在6-8min。
技术总结
本发明公开了一种加速冷镦钢线材酸洗处理的方法,包括以下步骤:S1,将30%及以上浓度的工业盐酸灌注在酸洗槽内并加热,保温至50‑60℃;S2,加入渗透剂与表面活性剂,其中,渗透剂与酸液的比例为1:100,表面活性剂与酸液的比例为1:1000;S3,将冷镦钢放入酸洗槽内进行酸洗,且酸洗温度控制在55℃;S4,酸洗结束后,拿出检查。本发明提高了冷镦钢线材性的酸洗效率,且性能稳定。
技术研发人员:聂凤昊
受保护的技术使用者:江苏沙钢集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!