一种淬火前导向机构的制作方法
本发明涉及金属加工生产设备领域,具体而言,涉及一种淬火前导向机构。
背景技术:
1、金属挤压成型是对放在容器(挤压筒)内的金属坯料施加外力,使之从特定的模孔中流出,获得所需断面形状和尺寸的一种塑性加工方法;铝合金型材的挤压成型工艺如以下步骤:清理模具、安装模具、原料预处理、挤压、牵引、切断和码垛,在进行挤压时,挤压设备内的挤压装置以一定的挤压速度向挤压模具行进,对所述的金属铸锭进行挤压,将所述的金属铸锭从所述的挤压模具的模孔中挤出,形成挤压件,再通过牵引设备将形成的挤压件一端固定,伴随着挤压设备的工作完成牵引;淬火是一种热处理工艺,常用于金属制品的加工,其有利于提高金属的机械性能和光泽度等;
2、目前,在对金属制品进行挤压成型加工的过程中,需要使用到风冷淬火的方式对挤压件进行处理,但现有的淬火设备在使用时存在以下缺陷:一方面,在进行挤压成型后,挤压件直接进入淬火设备,此时因挤压件的自身重力的作用,挤压件会有弯曲变形的情况,同时因挤压件壁厚,水冷却时,挤压件通过淬火区后,温度仍然较高,这直接导致铝料后续处理;水雾冷却时,由于喷头布置和喷洒角度的影响,挤压件冷却不均匀,导致淬火后挤压件会弯曲变形,即现有淬火设备不能更好的对挤压件起到冷却效果。
技术实现思路
1、基于此,为了解决淬火设备没有导向装置对挤压件进行导向工序,同时淬火设备对挤压件的冷却效果不佳,导致淬火后挤压件会弯曲变形的问题,本发明提供了一种淬火前导向机构,其具体技术方案如下:
2、一种淬火前导向机构,包括挤压装置、前淬火装置、淬火装置以及导向装置,所述导向装置以及前淬火装置分别与挤压装置连接,所述挤压装置的出料端与淬火装置的进料端连接,所述前淬火装置位于挤压装置以及淬火装置之间,所述导向装置位于挤压装置以及前淬火装置之间,所述淬火装置用于对挤压装置所挤压得出的挤压件进行淬火工序,所述前淬火装置用于对挤压装置所挤压得出的挤压件进行前淬火工序,导向装置用于对挤压装置所挤压得出的挤压件进行导向工序。
3、上述一种淬火前导向机构,通过将前淬火装置设置在挤压装置以及淬火装置之间,同时导向装置位于挤压装置以及前淬火装置之间,使得挤压装置对金属铸锭进行挤压后所得到的挤压件先经过导向装置以及前淬火装置后才能到达淬火装置处,如此,挤压件可在导向装置处进行导向工序,确保挤压件在挤压装置挤压出后不会跑偏,同时挤压件可在前淬火装置处进行前淬火工序,使得挤压件可在前淬火装置处先进行预冷却,而后挤压件再到达淬火装置处进行淬火工序,进而使得挤压件可更好地进行淬火工序,即淬火装置可更好地对挤压件起到冷却效果,配合导向装置可对挤压件起到导向作用,最终实现避免淬火后挤压件还会发生弯曲变形的情况。
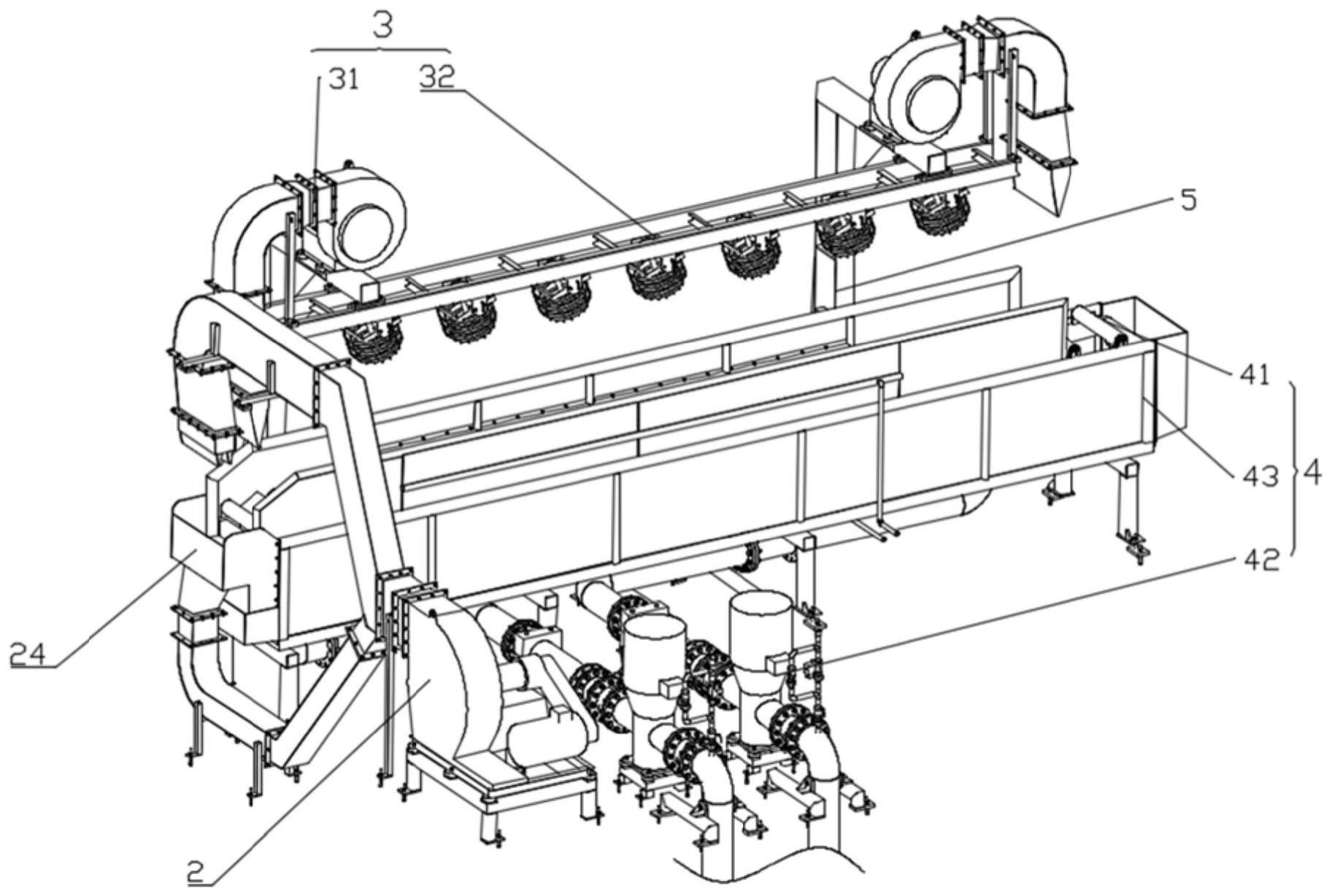
4、进一步地,所述前淬火装置包括风机、第一风道以及第二风道,所述第一风道以及第二风道分别与风机连接,所述第一风道以及第二风道分别位于挤压装置的出料端的两侧,所述第一风道的出风口以及第二风道的出风口均朝向挤压装置的出料端。
5、进一步地,所述第一风道设有连接部件,所述连接部件与挤压装置连接。
6、进一步地,所述第二风道设有安装部件,所述安装部件与挤压装置连接。
7、进一步地,所述前淬火装置还包括隔水罩,所述隔水罩的一侧与淬火装置的进料端连接,所述隔水罩的另一侧与第一风道连接。
8、进一步地,所述隔水罩的出风口朝向与第一风道的出风口一致。
9、进一步地,所述淬火装置包括水雾装置、驻波装置以及机架,所述水雾装置以及驻波装置分别与机架连接,所述驻波装置与隔水罩连接。
10、进一步地,所述水雾装置包括吹风设备以及水雾设备,所述吹风设备以及水雾设备分别与机架连接。
11、进一步地,所述驻波装置包括传输设备、供水设备以及水冷设备,所述供水设备以与水冷设备连接,所述传输设备位于水冷设备内。
12、进一步地,所述导向装置包括驱动装置以及导向辊,所述驱动装置与导向辊驱动连接,所述驱动装置驱动导向辊的方向朝向挤压装置的出料端。
技术特征:
1.一种淬火前导向机构,其特征在于,包括挤压装置、前淬火装置、淬火装置以及导向装置,所述导向装置以及前淬火装置分别与挤压装置连接,所述挤压装置的出料端与淬火装置的进料端连接,所述前淬火装置位于挤压装置以及淬火装置之间,所述导向装置位于挤压装置以及前淬火装置之间,所述淬火装置用于对挤压装置所挤压得出的挤压件进行淬火工序,所述前淬火装置用于对挤压装置所挤压得出的挤压件进行前淬火工序,导向装置用于对挤压装置所挤压得出的挤压件进行导向工序。
2.根据权利要求1所述的淬火前导向机构,其特征在于,所述前淬火装置包括风机、第一风道以及第二风道,所述第一风道以及第二风道分别与风机连接,所述第一风道以及第二风道分别位于挤压装置的出料端的两侧,所述第一风道的出风口以及第二风道的出风口均朝向挤压装置的出料端。
3.根据权利要求2所述的淬火前导向机构,其特征在于,所述第一风道设有连接部件,所述连接部件与挤压装置连接。
4.根据权利要求2所述的淬火前导向机构,其特征在于,所述第二风道设有安装部件,所述安装部件与挤压装置连接。
5.根据权利要求3所述的淬火前导向机构,其特征在于,所述前淬火装置还包括隔水罩,所述隔水罩的一侧与淬火装置的进料端连接,所述隔水罩的另一侧与第一风道连接。
6.根据权利要求5所述的淬火前导向机构,其特征在于,所述隔水罩的出风口朝向与第一风道的出风口朝向一致。
7.根据权利要求6所述的淬火前导向机构,其特征在于,所述淬火装置包括水雾装置、驻波装置以及机架,所述水雾装置以及驻波装置分别与机架连接,所述驻波装置与隔水罩连接。
8.根据权利要求7所述的淬火前导向机构,其特征在于,所述水雾装置包括吹风设备以及水雾设备,所述吹风设备以及水雾设备分别与机架连接。
9.根据权利要求7所述的淬火前导向机构,其特征在于,所述驻波装置包括传输设备、供水设备以及水冷设备,所述供水设备以与水冷设备连接,所述传输设备位于水冷设备内。
10.根据权利要求7所述的淬火前导向机构,其特征在于,所述导向装置包括驱动装置以及导向辊,所述驱动装置与导向辊驱动连接,所述驱动装置驱动导向辊的方向朝向挤压装置的出料端。
技术总结
本发明提供了一种淬火前导向机构,包括挤压装置、前淬火装置、淬火装置以及导向装置,导向装置以及前淬火装置分别与挤压装置连接,挤压装置的出料端与淬火装置的进料端连接,前淬火装置位于挤压装置以及淬火装置之间,导向装置位于挤压装置以及前淬火装置之间。本淬火前导向机构可使得挤压件在导向装置处进行导向工序,确保挤压件在挤压装置挤压出后不会跑偏,同时挤压件可在前淬火装置处进行前淬火工序,使得挤压装置所挤出的挤压件可先在前淬火装置处进行前淬火工序,而后挤压件再到达淬火装置处进行淬火工序,进而使得挤压件可更好地进行淬火工序,即淬火装置可更好地对挤压件起到冷却效果,避免淬火后挤压件还会发生弯曲变形的情况。
技术研发人员:陈碧智,谭连元,陈介丙
受保护的技术使用者:佛山市通润热能科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!