一种高炉大修期间热风炉新型保温方法与流程
本发明涉及冶金,更具体地说,它涉及一种高炉大修期间热风炉新型保温方法。
背景技术:
1、目前,高炉大修期间,为确保热风炉的拱顶及炉篦子温度合适,如图1所示,一方面助燃风机a要启动帮助热风炉b烧炉,另一方面在烧好炉后仍然必须通过风机房的鼓风机c进行鼓风送风,然后经过倒流休风管d放入大气中。
2、此方法最大的不足就是需要鼓风机时刻启动,在高炉大修期间也不能停止,对电耗形成明显浪费。且工序较长,鼓风机需要较多的人力在维护期间操作。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的上述不足,本发明的目的是提供一种高炉大修期间热风炉新型保温方法。
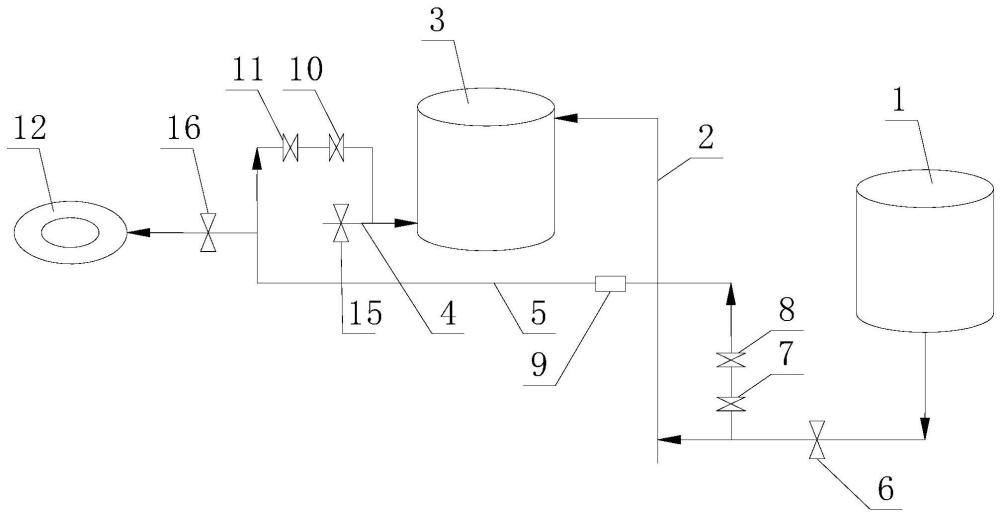
2、本发明的技术方案是:一种高炉大修期间热风炉新型保温方法,包括:
3、助燃风机通过助燃空气管道连接热风炉,在助燃空气管道上安装一根与废气引风管道的末端连通的送风管道,在所述送风管道与热风炉之间的助燃空气管道安装放散阀,在所述送风管道上分别安装第一蝶阀、第一眼镜阀、第一流量表;在所述废气引风管道上分别安装第二蝶阀、第二眼镜阀;高温引风机的入口与所述送风管道靠近废气引风管道的一端连通,并且所述高温引风机的入口与废气引风管道断开;
4、在高炉大修期间,
5、进行烧炉时:打开放散阀,关闭第一蝶阀、第一眼镜阀,助燃风机通过助燃空气管道给热风炉供气;
6、进行焖炉时:关闭放散阀、第一蝶阀、第一眼镜阀、第二蝶阀、第二眼镜阀;
7、进行送风时:打开放散阀、第一蝶阀、第一眼镜阀、第二蝶阀、第二眼镜阀,根据第一流量表来调节放散阀的开度,使放散阀以指定风量进行送风。
8、作为进一步地改进,所述第一蝶阀、第二蝶阀的型号均为z41t-10。
9、进一步地,在高炉大修期间对热风炉进行保温采用“烧炉→焖炉→送风→焖炉”反复循环,且烧炉不送风,送风不烧炉。
10、进一步地,在热风炉烧炉过程对煤气量和空气量的控制为:瞬时煤气量≯15000m3/h,日消耗煤气总量≯270000m3,瞬时空气量为9900~11000m3/h;对热风炉每日的烧炉次数不大于3次,每次烧炉时间不大于2小时。
11、进一步地,在热风炉烧炉过程对煤气量和空气量的控制为:瞬时煤气量
12、=15000m3/h,瞬时空气量=10000m3/h。
13、进一步地,送风时以风压≤5kpa进行送风。
14、进一步地,所述送风管道的直径为φ300。
15、进一步地,在热风炉设置热风引风管,在热风引风管的上端设置向上喇叭口,在热风引风管的外围设置保温棉包裹,在热风炉进行排气送风时,倒流休风管的倒流休风阀关闭,热风通过热风引风管外排。
16、有益效果
17、本发明与现有技术相比,具有的优点为:
18、1、能够大幅节约鼓风机耗电,鼓风机耗电是助燃风机耗电的几十倍之多。
19、2、能够实行短流程的送风,节约操作鼓风机的人力、物力。
20、3、鼓风机能够停下来进行检修。
技术特征:
1.一种高炉大修期间热风炉新型保温方法,其特征在于,包括:
2.根据权利要求1所述的一种高炉大修期间热风炉新型保温方法,其特征在于,所述第一蝶阀(7)、第二蝶阀(10)的型号均为z41t-10。
3.根据权利要求1所述的一种高炉大修期间热风炉新型保温方法,其特征在于,在高炉大修期间对热风炉(3)进行保温采用“烧炉→焖炉→送风→焖炉”反复循环,且烧炉不送风,送风不烧炉。
4.根据权利要求1所述的一种高炉大修期间热风炉新型保温方法,其特征在于,在热风炉(3)烧炉过程对煤气量和空气量的控制为:瞬时煤气量≯
5.根据权利要求4所述的一种高炉大修期间热风炉新型保温方法,其特征在于,在热风炉(3)烧炉过程对煤气量和空气量的控制为:瞬时煤气量=15000m3/h,瞬时空气量=10000m3/h。
6.根据权利要求1-5任意一项所述的一种高炉大修期间热风炉新型保温方法,其特征在于,送风时以风压≤5kpa进行送风。
7.根据权利要求1所述的一种高炉大修期间热风炉新型保温方法,其特征在于,所述送风管道(5)的直径为φ300。
8.根据权利要求1所述的一种高炉大修期间热风炉新型保温方法,其特征在于,在热风炉(3)设置热风引风管(13),在热风引风管(13)的上端设置向上喇叭口(14),在热风引风管(13)的外围设置保温棉包裹,在热风炉(3)进行排气送风时,倒流休风管的倒流休风阀关闭,热风通过热风引风管(13)外排。
技术总结
本发明公开了一种高炉大修期间热风炉新型保温方法,属于冶金技术领域,解决目前高炉大修期间需要鼓风机时刻启动的技术问题,方法为:助燃风机通过助燃空气管道连接热风炉,在助燃空气管道安装与废气引风管道的末端连通的送风管道,在助燃空气管道安装放散阀,在送风管道安装第一蝶阀、第一眼镜阀、第一流量表;在废气引风管道安装第二蝶阀、第二眼镜阀;高温引风机与送风管道连通,并与废气引风管道断开;烧炉时:打开放散阀,关闭第一蝶阀、第一眼镜阀;进行焖炉时:关闭放散阀、第一蝶阀、第一眼镜阀、第二蝶阀、第二眼镜阀;进行送风时:打开放散阀、第一蝶阀、第一眼镜阀、第二蝶阀、第二眼镜阀,使放散阀以指定风量进行送风。
技术研发人员:魏大胜,刘林刚,程祥,李铁,王林,何达东,周鹏
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!