一种脉动磨粒流大深径比小孔的抛光装置
本发明属于超精密加工领域,具体涉及一种脉动磨粒流大深径比小孔的抛光装置。
背景技术:
1、大深径比小孔广泛应用在航空、轨道交通、化工、微电子和医疗卫生等领域,比如发动机燃油喷嘴、高低压液体喷嘴、喷丝板模具的喷丝孔、微电子点胶机针头等。这些大深径比小孔的加工精度和表面质量关系着零部件的关键性能,随着先进制造技术的不断发展,对产品的性能要求也越来越高。即使有学者致力于提升深小孔加工的表面质量,避免二次加工,但是随着各种特种加工方法的异军突起,像激光加工、电火花加工等,受限于这些加工方法自身的原因,要想获得精密深小孔零件,仍然需要抛光处理。
2、目前对大深径比小孔的抛光方法也多种多样,如电解抛光(电化学抛光)、磨料流加工等。电解抛光是利用工件表面凸起部分较凹陷部分优先溶解的抛光方式,但是此类抛光方法需要用到化学物品,因此环保问题一直比较突出,而且孔的形状精度难以保证。在此基础上发展的电解等离子抛光,使用中性盐溶液作为抛光液,提高电极电压,在工件表面形成完整的气层,然后气体被电离形成等离子体,产生复杂的等离子体化学反应,而生成的化学反应物将被放电去除。但是此类方法是中性盐溶液发生电离反应后会生成絮状反应物,在抛光大深径比小孔时容易堵塞工件。磨粒流加工是一种将半固着磨料介质往复挤压滑擦复杂表面以提高表面质量的非传统光整加工技术,它广泛应用于航空航天、医疗、轨道交通等领域高端装备中,也常用于光整加工某些特殊零件的内腔、外腔型面,如异性孔道、细长孔、叶轮、槽以及缝圈等。
3、但是现有的磨料流抛光装置也存在着一些问题:比如在加工大深径比小孔时,磨粒动能不断减弱,因此在对孔后半段进行抛光时效果不理想,导致抛光不均匀、不彻底。并且在加工小孔时由于磨料流具有一定的粘度,磨料常无法通过小孔造成堵塞。
4、本发明针对上述问题,提出一种脉动磨粒流大深径比小孔的抛光装置,通过利用高速间断性的磨料供给,给磨料一个高速的能量,增强流体的湍动能,从而提高抛光的效果,同时,间断性的抛光方式可以对工件进行分段式的抛光,分段式的抛光能够让工件抛光达到更均匀的抛光效果,在抛光小孔时也更加不容易堵塞。
技术实现思路
1、本发明针对传统磨粒流对大深径比小孔的内壁抛光不彻底不均匀的问题提出一种脉动磨粒流大深径比小孔的抛光装置,该抛光装置结构简单,能够有效改善大深径比小孔的内壁抛光不彻底不均匀的问题,实现大深径比小孔的内壁超高精度的抛光。
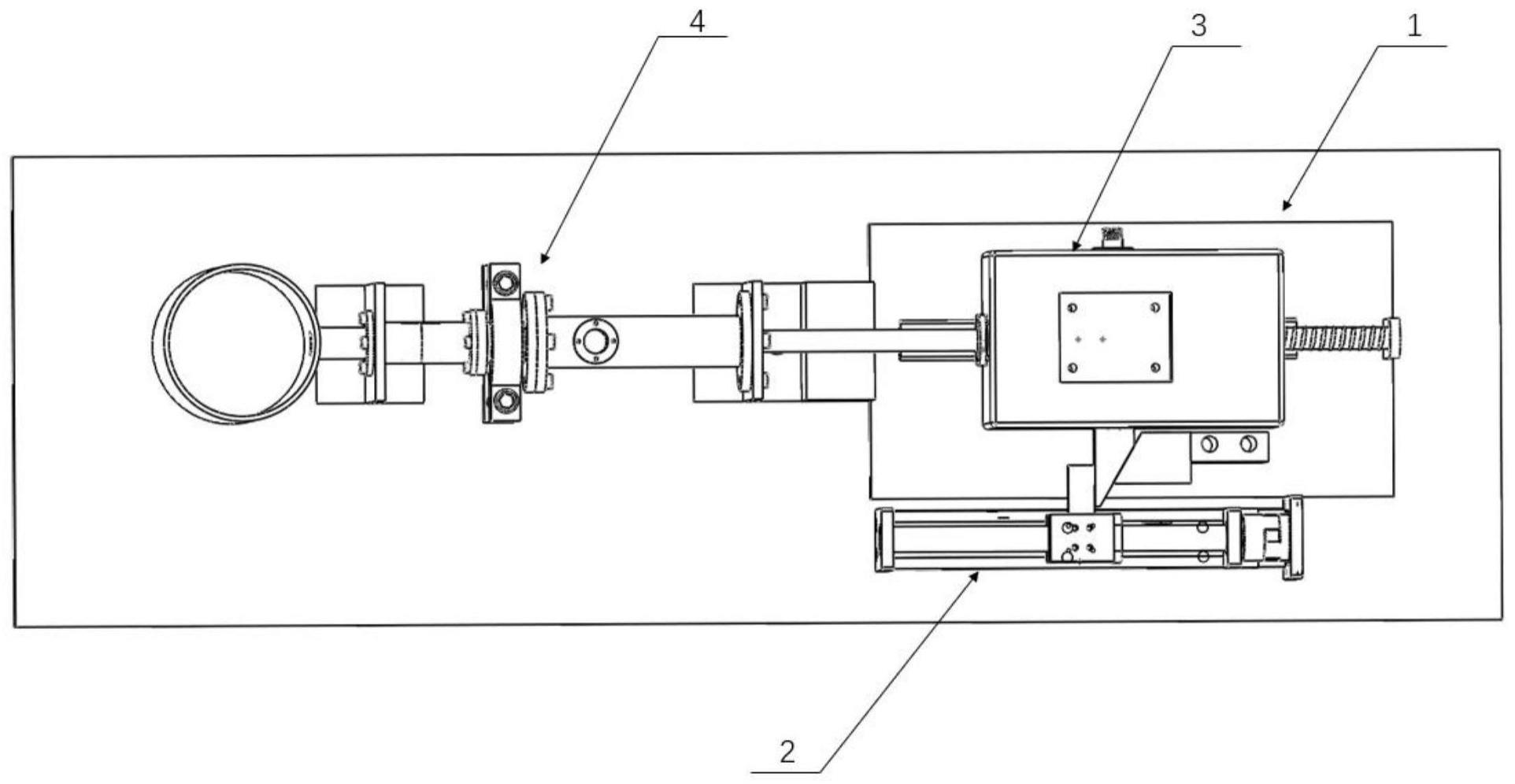
2、本发明通过以下技术方案来实现上述目的:一种脉动磨粒流大深径比小孔的抛光装置,包括运动部分、驱动部分、工件部分;
3、所述运动部分包括驱动块和往复移动驱动机构,所述往复移动驱动机构用以驱使驱动块沿前后方向往复运动;
4、所述驱动部分包括推杆和弹射机构,所述弹射机构用以将推杆朝前弹射出去;
5、所述工件部分包括夹具组件和料缸,所述夹具组件用以装夹工件,所述料缸用以储放磨料并与推杆滑动配合,其位于夹具组件和推杆之间,与夹具组件和推杆的位置相对应;
6、所述抛光装置配置为:在抛光过程中,往复移动驱动机构带动驱动块往后移动,使驱动块激发弹射机构,被激发的弹射机构带动推杆往前弹射出去,使推杆将料缸中的磨料喷射至夹具组件,通过磨料对工件的小孔进行抛光。
7、进一步地,所述往复移动驱动机构为电动滚珠丝杠模组。
8、进一步地,所述弹射机构包括往复块、阻挡块、连接件、弹射弹簧、弹簧支承块、驱动部分支撑座,所述阻挡块和弹簧支承块固定设置于驱动部分支撑座上,所述连接件前后滑动安装于驱动部分支撑座上,所述推杆设置于连接件上,所述弹射弹簧连接于连接件和弹簧支承块之间,用以将连接件朝前端推动,所述往复块沿左右方向滑动配合于连接件上,所述复位弹簧连接于往复块与连接件之间,用以带动往复块复位;
9、所述抛光装置配置为:在抛光过程中,往复移动驱动机构带动驱动块往后移动,驱动块带动往复块连同连接件后移,使弹射弹簧被压缩,往复块在后移时与阻挡块接触并受到阻挡块的挤压,使往复块朝远离的驱动块方向移动,当往复块移动至与驱动块分离的状态时,弹射弹簧带动连接件连同推杆往前弹射出去,使推杆将料缸中的磨料喷射至夹具组件,通过磨料对工件的小孔进行抛光。
10、进一步地,所述往复块的后侧面设置为斜面或圆弧面,所述阻挡块的前侧面设置为斜面或圆弧面,往复块的后侧面用以与阻挡块的前侧面配合。
11、进一步地,所述驱动部分支撑座上设置第二直线滑轨,所述连接件的底部通过设置的第二滑块与第二直线滑轨连接。
12、进一步地,所述料缸的上侧设置投料口。
13、进一步地,所述夹具组件包括第一夹具和第二夹具,所述第一夹具具有第一容置腔,该容置腔的前部用以插配工件,该容置腔的后部用以插配第二夹具,所述第二夹具用以与工件前端相抵,具有与工件的小孔位置对应的通孔。夹具组件主要是为了固定工件,两个夹具通过限位直接将工件固定,保证加工时的一致性。
14、进一步地,所述工件部分还包括料筒,所述料筒与第二夹具相连,用以收集抛光后的磨料。
15、进一步地,所述料缸通过连接法兰与第一夹具连接,所述连接法兰配合连接法兰支撑架,所述第二夹具配合连接夹具支撑座。
16、使用该装置进行抛光时,首先启动电动滚珠丝杠模组,并且将磨料从料缸上方送入料缸中,通过控制电动滚珠丝杠模组的电机,带动驱动块运动,驱动块与往复块接触后带动往复块运动,等到往复块接触到阻挡块时由于斜度的作用会往里收缩,同时在电机运动的过程中会带动连接件压缩弹射弹簧,等到驱动块由于长度不够与往复块脱离的时候,弹射弹簧复原,从而给连接块一个向前的推力,连接件带动推杆推动磨料进而起到脉动式抛光的效果。
17、与现有技术相比,本发明的有益效果在于:
18、1)本发明设置了运动部分、驱动部分、工件部分等结构,能够实现高速间断性的磨料供给,给磨料一个高速的能量,增强流体的湍动能,从而提高抛光的效果;
19、2)本发明结构简单、成本低、适用性强,可以通过改变弹簧支承块的安装位置来调控脉冲强度,同时改变往复移动驱动机构的行程速度也能改变脉冲频率,因此在一定范围内对不同材质不同管径以及不同长度的工件有更强的适用性,并且装置体积较小,使用也更加的方便;
20、3)本发明通过将磨料间断性地供给,提高了磨料对工件的抛光效果,并且间断性的抛光方式,让工件也变成分段式的抛光,这样的抛光方式不仅可以提高抛光的效率,并且可以提高大深径比小孔的抛光均匀性,同时这样的抛光效果可以更有效地避免抛光过程中的磨料堵塞。
技术特征:
1.一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,包括运动部分(2)、驱动部分(3)、工件部分(4);
2.根据权利要求1所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述往复移动驱动机构为电动滚珠丝杠模组。
3.根据权利要求1所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述弹射机构包括往复块(14)、阻挡块(15)、连接件(16)、弹射弹簧(17)、弹簧支承块(18)、驱动部分支撑座(21),所述阻挡块(15)和弹簧支承块(18)固定设置于驱动部分支撑座(21)上,所述连接件(16)前后滑动安装于驱动部分支撑座(21)上,所述推杆(22)设置于连接件(16)上,所述弹射弹簧(17)连接于连接件(16)和弹簧支承块(18)之间,用以将连接件(16)朝前端推动,所述往复块(14)滑动配合于连接件(16)上,所述复位弹簧(35)连接于往复块(14)与连接件(16)之间,用以带动往复块(14)复位;
4.根据权利要求3所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述往复块(14)的后侧面设置为斜面或圆弧面,所述阻挡块(16)的前侧面设置为斜面或圆弧面,往复块(14)的后侧面用以与阻挡块(16)的前侧面配合。
5.根据权利要求3所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述驱动部分支撑座(21)上设置第二直线滑轨(20),所述连接件(16)的底部通过设置的第二滑块(19)与第二直线滑轨(20)连接。
6.根据权利要求1所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述料缸(25)的上侧设置投料口。
7.根据权利要求1所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述夹具组件包括第一夹具(29)和第二夹具(30),所述第一夹具(29)具有第一容置腔,该容置腔的前部用以插配工件(33),该容置腔的后部用以插配第二夹具(30),所述第二夹具(30)用以与工件(33)前端相抵,具有与工件(33)的小孔位置对应的通孔。
8.根据权利要求7所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述工件部分(4)还包括料筒(32),所述料筒(32)与第二夹具(30)相连,用以收集抛光后的磨料。
9.根据权利要求7所述的一种脉动磨粒流大深径比小孔的抛光装置,其特征在于,所述料缸(25)通过连接法兰(26)与第一夹具(29)连接,所述连接法兰(26)配合连接法兰支撑架(27),所述第二夹具(30)配合连接夹具支撑座(31)。
技术总结
本发明属于超精密加工领域,具体涉及一种脉动磨粒流大深径比小孔的抛光装置,包括运动部分、驱动部分、工件部分;运动部分包括驱动块和往复移动驱动机构,所述往复移动驱动机构用以驱使驱动块沿前后方向往复运动;驱动部分包括推杆和弹射机构,所述弹射机构用以将推杆朝前弹射出去;工件部分包括夹具组件和料缸,所述夹具组件用以装夹工件,所述料缸用以储放磨料并与推杆滑动配合,其位于夹具组件和推杆之间,与夹具组件和推杆的位置相对应。本发明设置了运动部分、驱动部分、工件部分等结构,能够实现高速间断性的磨料供给,给磨料一个高速的能量,增强流体的湍动能,从而提高抛光的效果。
技术研发人员:袁巧玲,郭旭,王玥
受保护的技术使用者:浙江工业大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!