一种内腔结构铸件的铸造方法与流程
本发明涉及铸造,特别是涉及一种内腔结构铸件的铸造方法。
背景技术:
1、在铸造过程中,当砂芯不能保持其正确位置时,通常采用芯撑支撑以保证砂芯在型腔中的正确位置。铸造工艺设计时,根据铸件特性,在砂型和/或砂芯上划分出若干区域,在各区域范围内设置芯撑从而支撑砂芯,防止砂芯移位、损坏。浇注过程中,芯撑与高温铁液熔融为一体,成为铸件的一部分。
2、对于具有内腔结构的厚大断面铸件,铸件内腔结构复杂,需要划分区域设计多个内腔砂芯,基本每个砂芯都需要使用芯撑支撑。有一些砂芯的底部为铸件的关键部位,为保证关键部位的铸造质量,不能在底部设置芯撑,但要将芯撑设置于其它部位,易出现因芯撑定位、限位不准,支撑力不足而导致砂芯移位,进而导致铸件形状不良,甚至皮薄、缺肉等缺陷。
技术实现思路
1、基于此,有必要针底部具有关键部位的砂芯难以设置芯撑的技术问题,提供一种在斜面处稳定设置芯撑的内腔结构铸件的铸造方法。
2、为了解决上述问题,本发明采用下述技术方案:
3、本发明实施例公开一种内腔结构铸件的铸造方法,使用若干芯撑支撑砂芯,所述砂芯用于形成所述内腔结构;所述芯撑包括芯撑主体和设置于芯撑主体一端的支杆;
4、所述铸造方法,包括如下步骤:
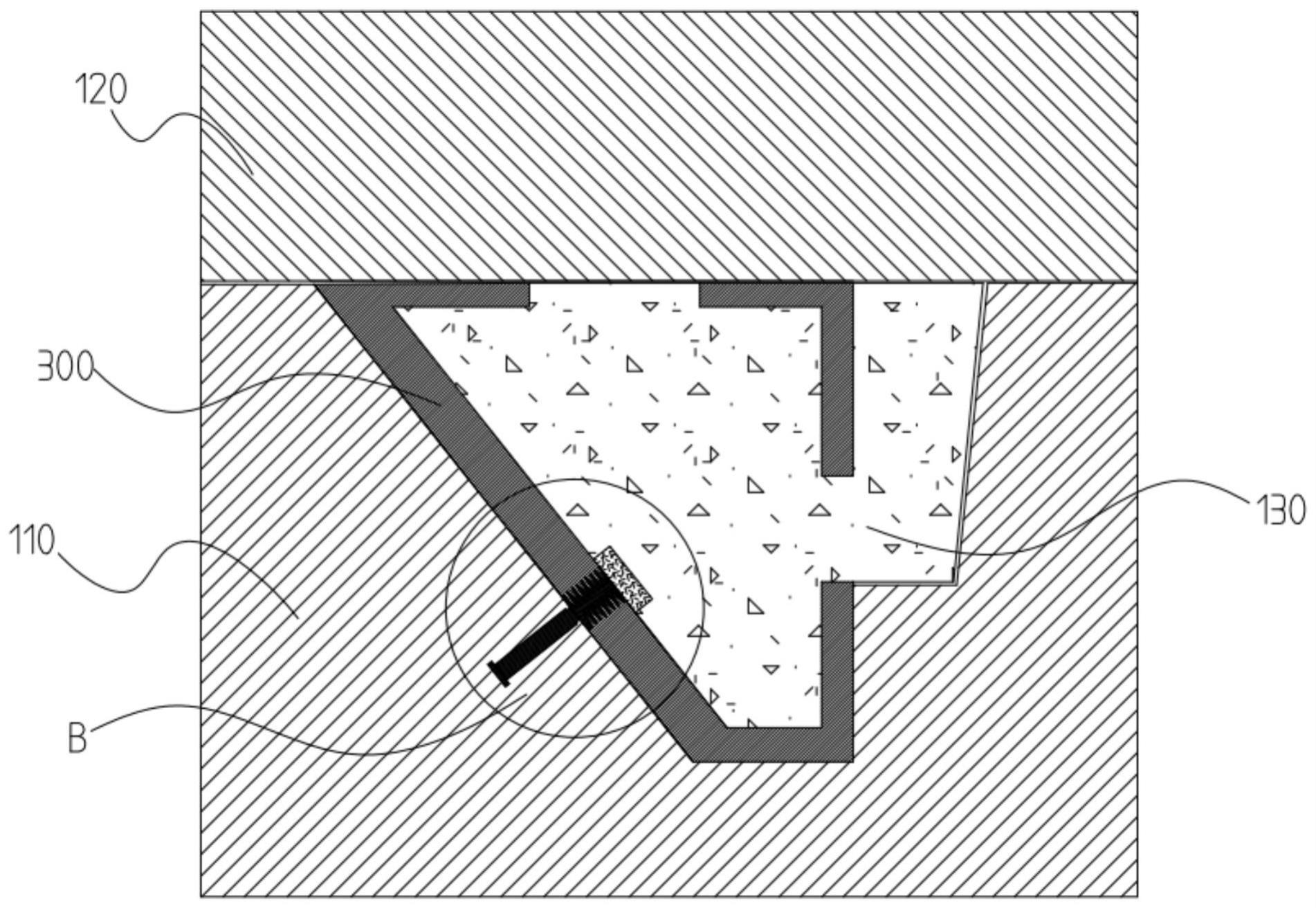
5、造型,模具斜面处设置有定位槽,将套有芯撑套的所述芯撑主体置于所述定位槽内,所述支杆位于所述定位槽外;将所述模具置于下砂箱内,流砂造型形成下砂型;所述支杆埋于所述下砂型内;
6、起模后,将所述芯撑套拆去,所述芯撑主体位于所述下砂型的型腔内;
7、组芯,所述芯撑主体支顶于所述砂芯的斜面处;
8、合箱、浇注、打箱后清理露出铸件表面的支杆。
9、在其中一种实施例中,所述芯撑主体表面设置有外螺旋结构,所述芯撑套内设置有与所述外螺旋结构相匹配的内螺旋结构,所述外螺旋结构与所述内螺旋结构限位配合。
10、在其中一种实施例中,所述所述外螺旋结构上均匀间隔设置有多个助熔孔。
11、在其中一种实施例中,所述支杆背离所述芯撑主体一端设置有挂砂件,所述挂砂件的横截面积大于所述支杆的横截面积。
12、在其中一种实施例中,所述支杆朝向所述芯撑主体一端设置有清理槽。
13、在其中一种实施例中,所述定位槽底部设置有磁吸部件。
14、在其中一种实施例中,在所述造型步骤,将所述芯撑主体置于所述定位槽内后,在所述芯撑主体与所述定位槽之间的间隙内放置活料并卡紧。
15、在其中一种实施例中,所述铸造方法还包括施涂步骤,所述芯撑套拆去前,在下砂型表面施涂涂料。
16、在其中一种实施例中,上述任意所述砂芯对应所述芯撑处铺设有耐火砖。
17、本发明采用的技术方案能够达到以下有益效果:
18、本发明实施例公开的内腔结构铸件的铸造方法,将芯撑设置于砂芯侧面的斜面处,配合设置于模具上的定位槽以及设置于芯撑主体另一端的支杆,实现斜面处芯撑的精准定位、限位,即使不在砂芯底部设置芯撑,侧面芯撑也可以提供足够的支撑力以防止砂芯移位,有效提高铸件质量。
19、本发明实施例公开的内腔结构铸件的铸造方法,在芯撑主体上套设有芯撑套以保护芯撑主体,造型结束后再将芯撑套拆去,有效防止模具与芯撑之间的摩擦、碰撞损坏芯撑和模具;并且防止因造型过程中芯撑主体粘砂等造成的夹渣、熔合不良缺陷。
技术特征:
1.一种内腔结构铸件的铸造方法,其特征在于,使用若干芯撑支撑砂芯,所述砂芯用于形成所述内腔结构;所述芯撑包括芯撑主体和设置于芯撑主体一端的支杆;
2.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,所述芯撑主体表面设置有外螺旋结构,所述芯撑套内设置有与所述外螺旋结构相匹配的内螺旋结构,所述外螺旋结构与所述内螺旋结构限位配合。
3.根据权利要求2所述的内腔结构铸件的铸造方法,其特征在于,所述所述外螺旋结构上均匀间隔设置有多个助熔孔。
4.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,所述支杆背离所述芯撑主体一端设置有挂砂件,所述挂砂件的横截面积大于所述支杆的横截面积。
5.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,所述支杆朝向所述芯撑主体一端设置有清理槽。
6.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,所述定位槽底部设置有磁吸部件。
7.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,在所述造型步骤,将所述芯撑主体置于所述定位槽内后,在所述芯撑主体与所述定位槽之间的间隙内放置活料并卡紧。
8.根据权利要求1所述的内腔结构铸件的铸造方法,其特征在于,还包括施涂步骤,所述芯撑套拆去前,在下砂型表面施涂涂料。
9.根据权利要求1-8任一项所述的内腔结构铸件的铸造方法,其特征在于,所述砂芯对应所述芯撑处铺设有耐火砖。
技术总结
本申请涉及一种内腔结构铸件的铸造方法,包括:使用若干芯撑支撑砂芯,所述砂芯用于形成所述内腔结构;所述芯撑包括芯撑主体和设置于芯撑主体一端的支杆;所述铸造方法,包括如下步骤:造型,模具斜面处设置有定位槽,将套有芯撑套的所述芯撑主体置于所述定位槽内,所述支杆位于所述定位槽外;将所述模具置于下砂箱内,流砂造型形成下砂型;起模,所述支杆预埋于所述下砂型内;将所述芯撑套拆去,所述芯撑主体位于所述下砂型的型腔内;组芯,所述芯撑主体支顶于所述砂芯的斜面处;合箱、浇注、打箱后清理露出铸件表面的支杆。本发明公开的内腔结构铸件的铸造方法,实现斜面处芯撑的精准定位、限位,有效防止夹渣、熔合不良等缺陷。
技术研发人员:刘志汉,田学森,龚楠,程行东
受保护的技术使用者:四川共享铸造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!