一种转炉汽化冷却烟道更换的方法与流程
本发明属于钢结构施工,尤其涉及一种转炉汽化冷却烟道更换的方法。
背景技术:
1、炼钢转炉汽化冷却烟道(即余热锅炉)与转炉氧枪进行连锁,直接参与炼钢生产控制,冷却烟气,控制过剩空气系数,为回收煤气和氧化铁尘创造条件,同时利用转炉烟气余热回收大量的蒸汽。转炉汽化冷却烟道的设备状况直接影响炼钢转炉的正常生产,同时,也是转炉余热回收,钢厂节能减排的重要手段,在炼钢厂占有十分重要的地位。
2、目前,炼钢转炉汽化冷却烟道的使用寿命很短,烟道上段的寿命为6年~8年,活动烟罩、炉口段烟道处在钢水飞溅、烟气磨损的环境下,运行条件更加恶劣,寿命仅为一年左右。故转炉汽化冷却烟道更换较为频繁,汽化冷却烟道的更换工期长短直接影响到钢产量,各炼钢厂对此都非常重视。
3、常规的烟道更换都是将各平台的墙壁打洞,利于吊车将旧的烟道移出,再将新的烟道送入,其不足之处是,对于正常运行的转炉车间,在墙壁打洞必然后影响其他设备的保养和运行,使辅助工作量增加,不利于现场管理,容易出现安全隐患。
技术实现思路
1、本发明的目的是提供一种转炉汽化冷却烟道更换的方法,克服现有技术的不足,在炼钢厂汽化冷却烟道更换工程施工中,利用空中接力式吊装工艺,使烟道更换过程中无需在墙壁打洞,利用各平台的正常吊装孔完成烟道节段的移出和送入,提高作业效率,同时保证作业的安全。
2、为实现上述目的,本发明通过以下技术方案实现:
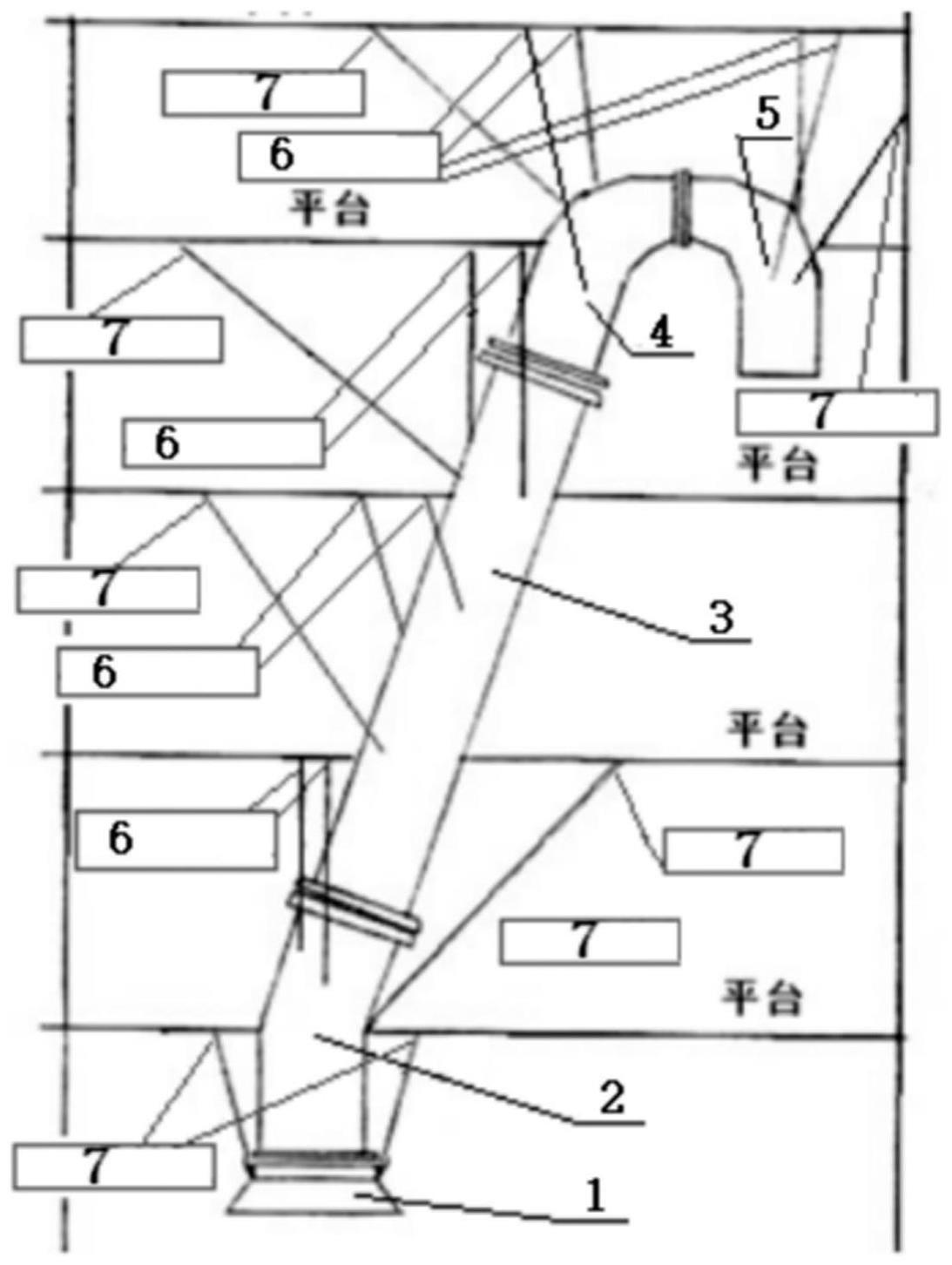
3、一种转炉汽化冷却烟道更换的方法,其特征在于,将转炉汽化冷却烟道按照图纸设计或出厂自然段分段,每一段烟道或每一组合烟道段利用两套以上滑轮组作为安装或拆除的吊装机具,利用滑轮组进行方向及角度的调节机具,实现每段汽化冷却烟道的在指定的轨迹实现上下及左右运动,采用“空中接力”的方式将每段汽化冷却烟道拆除或安装就位,每一段烟道或每一组合烟道段对应最少设有两组吊点,一组为低处的托举吊点,另一组为高处的接力吊点。
4、所述拆除的顺序为先下后上,即烟罩→炉口段→直段→上段→尾段;安装的顺序为拆除的逆顺序,即最先拆除的部分最后安装,最后拆除的部分先行安装。
5、所述吊装机具为4×4滑轮组。
6、所述调节机具为3×3滑轮组。
7、所述吊装点的钢丝绳顶部设有2-3个钢丝绳头。
8、所述转炉汽化冷却烟道包括活动烟罩、炉口段、烟道直段、烟道上段及尾段。
9、所述汽化冷却烟道安装后找正步骤:当炉口段烟道吊装就位后进行整体找正,找正原则为“先两头,后中间”,即先将炉口段及尾段精确定位后,在找正中间各段,先保证炉口段及尾段的定位准确,中间各段只需平滑过渡连接即可。
10、所述炉口段找正时,安装前必须先将转炉的两条中心线用经纬仪返到氧枪口下部平台上.炉口段安装就位后,必须严格按两条中心线进行找正,且必须保证炉口段下口及氧枪水套相对转炉中心线偏差数在正负5㎜以内,下口标高偏差数值在正负5㎜以内。
11、所述尾段找正时,须按照标准调节和洗涤塔连接的法兰的水平度及空间位置,避免有应力装配。
12、与现有技术相比,本发明的有益效果是:
13、利用空中接力式吊装工艺,实现在炼钢厂汽化冷却烟道更换工程施工中的烟道更换,过程中无需在墙壁打洞,只需利用各平台的正常吊装孔即可完成烟道节段的移出和送入,提高了作业效率,减少了劳动强度,作业安全得到了保障,完全满足施工要求,保证了施工作业的安全和质量。
技术特征:
1.一种转炉汽化冷却烟道更换的方法,其特征在于,将转炉汽化冷却烟道按照图纸设计或出厂自然段分段,每一段烟道或每一组合烟道段利用两套以上滑轮组作为安装或拆除的吊装机具,利用滑轮组进行方向及角度的调节机具,实现每段汽化冷却烟道的在指定的轨迹实现上下及左右运动,采用“空中接力”的方式将每段汽化冷却烟道拆除或安装就位,每一段烟道或每一组合烟道段对应最少设有两组吊点,一组为低处的托举吊点,另一组为高处的接力吊点。
2.根据权利要求1所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述拆除的顺序为先下后上,即烟罩→炉口段→直段→上段→尾段;所述安装的顺序为拆除的逆顺序,即最先拆除的部分最后安装,最后拆除的部分先行安装。
3.根据权利要求1所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述吊装机具为4×4滑轮组。
4.根据权利要求1所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述调节机具为3×3滑轮组。
5.根据权利要求1所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述吊装点的钢丝绳顶部设有2-3个钢丝绳头。
6.根据权利要求1所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述转炉汽化冷却烟道包括活动烟罩、炉口段、烟道直段、烟道上段及尾段。
7.根据权利要求2所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述汽化冷却烟道安装后找正步骤:当炉口段烟道吊装就位后进行整体找正,找正原则为“先两头,后中间”,即先将炉口段及尾段精确定位后,在找正中间各段,先保证炉口段及尾段的定位准确,中间各段只需平滑过渡连接即可。
8.根据权利要求7所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述炉口段找正时,安装前必须先将转炉的两条中心线用经纬仪返到氧枪口下部平台上.炉口段安装就位后,必须严格按两条中心线进行找正,且必须保证炉口段下口及氧枪水套相对转炉中心线偏差数在正负5㎜以内,下口标高偏差数值在正负5㎜以内。
9.根据权利要求7所述的一种转炉汽化冷却烟道更换的方法,其特征在于,所述尾段找正时,须按照标准调节和洗涤塔连接的法兰的水平度及空间位置,避免有应力装配。
技术总结
本发明属于钢结构施工技术领域,尤其涉及一种转炉汽化冷却烟道更换的方法,其特征在于,将转炉汽化冷却烟道每一段烟道或每一组合烟道段利用两套以上滑轮组作为安装或拆除的吊装机具,利用滑轮组进行方向及角度的调节机具,采用“空中接力”的方式将每段汽化冷却烟道拆除或安装就位,每一段烟道或每一组合烟道段对应最少设有两组吊点。本发明的有益效果是:利用空中接力式吊装工艺,实现在炼钢厂汽化冷却烟道更换工程施工中的烟道更换,过程中无需在墙壁打洞,只需利用各平台的正常吊装孔即可完成烟道节段的移出和送入,提高了作业效率,减少了劳动强度,作业安全得到了保障,完全满足施工要求,保证了施工作业的安全和质量。
技术研发人员:王瑞,张成新,李丽苹,王荣壮,陈兆鑫
受保护的技术使用者:鞍钢建设集团有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!