一种高压涡轮导叶浇口和补贴的定位方法与流程
本发明涉及精密铸造,特别涉及一种高压涡轮导叶浇口和补贴的定位方法。
背景技术:
1、涡轮是航空发动机重要的组成部分,涡轮部件的性能直接决定和影响着发动机的整体性能,而涡轮中一个主要的零部件即为涡轮叶片。涡轮叶片是航空发动机和燃气轮机中最关键的热端部件之一,是工作条件最为恶劣的零件。要求此类零件具有良好的屈服强度、持久强度和蠕变强度等等。因此,生产出高质量、各方面性能强的零件尤为重要。高压涡轮导向叶片由大缘板、小缘板和叶片叶身组成。要生产出合格的零件,设计出合理的浇注系统是关键。浇注系统中浇口和补贴起到补缩的功能,因此浇口和补贴的粘接位置非常关键。在生产蜡件时浇注系统的焊接是由人工完成。每个人浇口焊接位置都有偏差,直接影响零件的质量;并且每焊接一件都需要确定浇口和补贴的位置,耗费更多时间和人力,增加了成本,延迟了产品交期。因此为了改善这一状况,本发明提出了一种高压涡轮导叶浇口和补贴的定位方法。
技术实现思路
1、本发明的主要目的在于提供一种高压涡轮导叶浇口和补贴的定位方法,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明采取的技术方案为:一种高压涡轮导叶浇口和补贴的定位方法,包括如下步骤:
3、s1、在三维软件中制作涡轮导叶的三维实体模型,并确定三维实体模型中浇口和补贴的位置;
4、s2、根据三维实体模型绘制定位工装,并在定位工装位于浇口和补贴的位置开设定位缺口;
5、s3、采用3d打印技术制作步骤s2中的定位工装。
6、优选的,所述步骤s1中三维实体模型中浇口和补贴的位置根据设计的浇注系统确定。
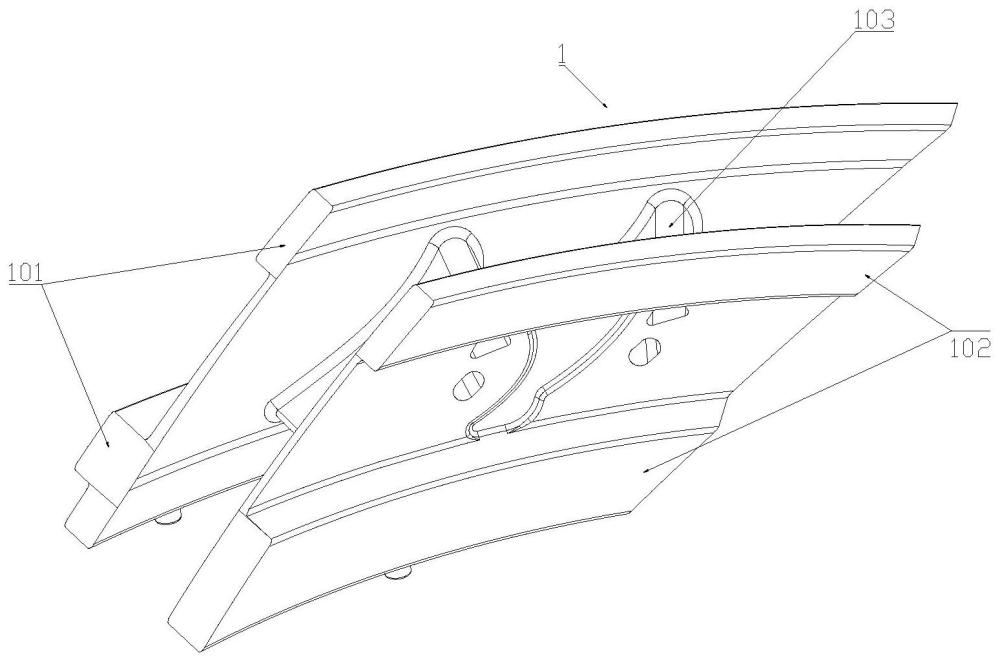
7、优选的,所述步骤s2中定位工装为卡板结构,所述卡板结构设置有多种规格,分别与涡轮导叶的小缘板和大缘板相匹配设置。
8、优选的,所述卡板结构包括侧面板一、侧面板二和端板,侧面板一、侧面板二与端板围成槽状结构,定位缺口开设在侧面板一或侧面板二上。
9、优选的,所述定位缺口包括浇口缺口和补贴缺口。
10、优选的,所述侧面板一与涡轮导叶的缘板端侧面贴合且与缘板的弧度一致。
11、优选的,所述侧面板二与涡轮导叶的缘板径内面贴合且与缘板的弧度一致。
12、与传统技术相比,本发明产生的有益效果是:本发明通过在涡轮导叶的缘板位置设置定位工装,并在定位工装上开设定位缺口,在焊接浇口和补贴时,把定位工装与涡轮导叶贴合,在相应的定位缺口处焊接浇口和补贴,保证了浇口和补贴的位置精准可靠,操作简单、便捷、高效,改善了浇注系统的标准化,降低了人工投入,提高了工作效率,保证了焊接的精准度,提高了的产品合格率,降低了生产成本,确保了定期交货,提高了企业效益。
技术特征:
1.一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述步骤s1中三维实体模型中浇口和补贴的位置根据设计的浇注系统确定。
3.根据权利要求1所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述步骤s2中定位工装为卡板结构,所述卡板结构设置有两种规格,分别与涡轮导叶的小缘板和大缘板相匹配设置。
4.根据权利要求3所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述卡板结构包括侧面板一、侧面板二和端板,侧面板一、侧面板二与端板围成槽状结构,定位缺口开设在侧面板一或侧面板二上。
5.根据权利要求4所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述定位缺口包括浇口缺口和补贴缺口。
6.根据权利要求4所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述侧面板一与涡轮导叶的缘板端侧面贴合且与缘板的弧度一致。
7.根据权利要求4所述的一种高压涡轮导叶浇口和补贴的定位方法,其特征在于:所述侧面板二与涡轮导叶的缘板径内面贴合且与缘板的弧度一致。
技术总结
本发明公开了一种高压涡轮导叶浇口和补贴的定位方法,包括如下步骤:在三维软件中制作涡轮导叶的三维实体模型,确定三维实体模型中浇口和补贴的位置;根据三维实体模型绘制定位工装,并在定位工装位于浇口和补贴的位置开设定位缺口;采用3D打印技术制作定位工装;本发明通过设置定位工装,并在定位工装上开设定位缺口,在焊接浇口和补贴时,把定位工装与涡轮导叶贴合,在相应的定位缺口处焊接浇口和补贴,保证了浇口和补贴的位置精准可靠,操作简单、便捷、高效,改善了浇注系统的标准化,降低了人工投入,提高了工作效率,保证了焊接的精准度,提高了的产品合格率,降低了生产成本,确保了定期交货,提高了企业效益。
技术研发人员:周永芳,王宝灵,陶元亮,余学林,程善良,李林
受保护的技术使用者:安徽应流航源动力科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!