一种多材料预粘结激光3D打印装置及成形方法
本发明涉及金属增材制造工艺优化领域,具体涉及一种多材料预粘结激光3d打印装置及成形方法。
背景技术:
1、金属增材制造(metal additive manufacturing,简称mam)是一种新型的制造技术,它通过逐层添加金属材料来制造三维金属零部件,与传统的切削加工技术相比,mam具有更高的精度、更短的制造周期和更少的浪费。金属增材制造广泛应用于航空航天、汽车、医疗器械、工业制造等领域,它可以制造出复杂形状、高性能和轻量化的金属零件,促进了制造业的智能化和高效化。
2、金属增材制造是一种逐层制造的技术,可以制造出复杂形状的金属零件,但是在制造复合材料方面存在一些制造缺陷,孔隙、热应力、热裂缝、残余应力和几何误差。同时在进行金属粉末材料的激光加工时,由于金属粉末为离散状态,在通入保护气体作用时,会由于风速过大的原因产生新铺粉表面被破坏,金属熔池的蒸汽羽流会带动熔化粉末产生飞溅颗粒和对未加工粉末的剥蚀,造成加工质量,且由于金属增材制造过程中粉层间会产生温度梯度,导致上述符合材料制造缺陷的产生。
3、现在技术中缺少一种对金属粉末多材料预粘结成形和温度保持的3d打印装置。
技术实现思路
1、针对上述问题,现提供一种多材料预粘结激光3d打印装置及成形方法,旨在通过材料的预粘结避免现有技术中存在的金属熔池的蒸汽羽流带动熔化粉末产生飞溅颗粒和对未加工粉末的剥蚀。
2、具体技术方案如下:
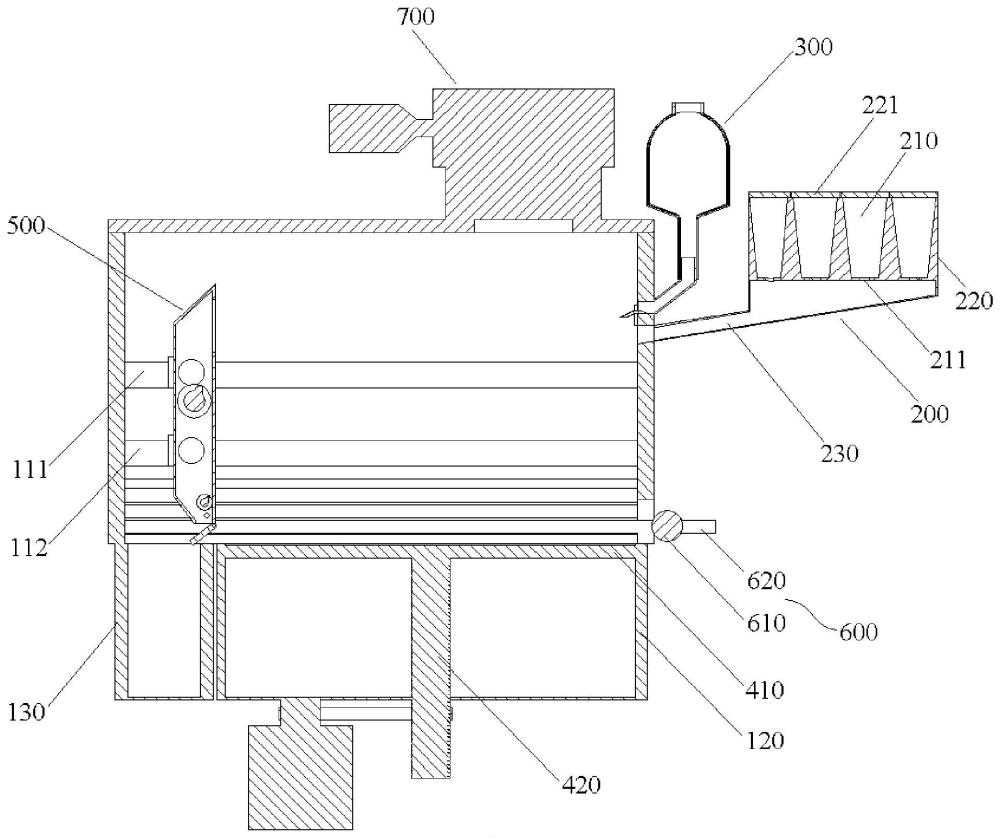
3、本发明的第一个方面是提供一种多材料预粘结激光3d打印装置,包括:
4、加工仓组件,加工仓组件包括加工仓、成品仓及废料仓,成品仓及废料仓位于加工仓的下方;
5、储粉仓组件,用于储存打印用粉料,安装于加工仓上,包括多个用于储存不同粉料的分仓体;
6、储胶仓组件,用于保温储存打印用粘结胶,安装于加工仓上;
7、出料组件,包括安装于成品仓内的基板,基板可沿成品仓上、下往复滑动;
8、混粉仓组件,用于混合打印用粉料及粘结胶并将预粘结打印物料逐层释放于基板上,安装于加工仓内,混粉仓组件可沿加工仓往复滑动;
9、压实组件,用于逐层压实打印物料,安装于加工仓内,压实组件可沿加工仓往复滑动;以及
10、激光组件,用于使物料固化,安装于加工仓上。
11、本发明中分仓体内装载有对应粉体,打印时根据每层切片中零件的材质储胶仓组件及对应分仓体放料,混粉仓组件受料并进行预粘结后再逐层释放于基板上,随后压实组件压实打印物料,激光组件将压实后物料融化成形成打印层,如此重复直至打印完毕。上述打印模式下可利用温度保持预粘结粉末的流动和表面温度,减少结构加工中的热应力梯度和飞溅等副产物。
12、本发明的第二个方面是提供了一种利用上述多材料预粘结激光3d打印装置的成形方法,包括:
13、1)将零件的三维结构进行切片处理,获得多个切片层和每层切片中零件的内部轮廓和外部轮廓信息及材质;
14、2)由下往上依据每层切片中零件的材质储胶仓组件及对应分仓体放料,混粉仓组件混料后保温释放于基板上;
15、3)压实组件压实物料,以避免因温度梯度导致切片层产生缺陷;
16、4)基板下移对应距离;
17、5)重复2)-4)进行逐层打印至打印完毕。
18、本发明中对打印物料进行预粘结后再进行打印,以减少飞溅和铺粉层被破坏产生的质量问题。
19、上述方案的有益效果是:
20、1)通过金属粉末和打印胶的预粘结,减少飞溅和铺粉层被破坏产生的质量问题;
21、2)采用辊压成形的方式减少粉末层间的缝隙,使得粉末层在加工后更为紧密;
22、3)采用在混粉仓组件中进行材料的预热,既可以保证预粘结的粉末材料的表面温度,又可保持粉末和胶体预粘结的流动性;
23、4)采用传热层对存储的胶体进行温度保持,保证胶体的流动性,节省加工时间,提高工作效率,降低加工成本。
技术特征:
1.一种多材料预粘结激光3d打印装置,其特征在于,包括:
2.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述加工仓的内壁上安装有上导轨和下导轨,所述混粉仓组件上对应安装有混粉仓托板,所述混粉仓组件通过所述混粉仓托板安装于所述上导轨和所述下导轨上。
3.根据权利要求2所述的多材料预粘结激光3d打印装置,其特征在于,所述加工仓沿所述混粉仓组件滑动路径的左、右两侧侧壁上分别开设有吹风口及吸风口。
4.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述储胶仓组件包括内壳体、包裹于所述内壳体外围的传热层、安装于所述加工仓上的出胶接头及安装于所述出胶接头上的出胶管,所述内壳体可插拔式的安装于所述出胶接头上,所述内壳体依次通过所述出胶接头、所述出胶管与所述混粉仓组件连通。
5.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述储粉仓组件包括储粉仓壳体及安装于所述加工仓上的出粉接头,所述储粉仓壳体通过所述出粉接头与所述混粉仓组件连通,所述分仓体安装于所述储粉仓壳体内,所述分仓体的底部转动安装有出粉挡板,所述储粉仓壳体上对应安装有用于盖设所述分仓体的上盖板。
6.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述混粉仓组件包括混粉仓、安装于所述混粉仓内的传热混粉部件、转动安装于所述混粉仓底部的混粉挡板,所述混粉仓上开设有进料口,所述储胶仓组件通过所述出胶管与所述进料口连通,所述储粉仓组件通过所述出粉接头与所述进料口连通。
7.根据权利要求6所述的多材料预粘结激光3d打印装置,其特征在于,所述传热混粉部件为内部具有加热装置的混料辊,所述混料辊的数目为多个,且所述混料辊呈上、下间隔设置。
8.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述压实组件包括压实辊及两根压实导轨,所述压实导轨对应安装于所述加工仓的两侧内壁上,所述压实辊的两端对应嵌设于所述压实导轨上,所述压实辊可沿所述压实导轨复滑动。
9.根据权利要求1所述的多材料预粘结激光3d打印装置,其特征在于,所述出料组件还包括螺旋升降台,所述基板安装于所述螺旋升降台上。
10.一种利用权利要求1-9任一项所述多材料预粘结激光3d打印装置的成形方法,其特征在于,包括:
技术总结
本发明涉及一种多材料预粘结激光3D打印装置及成形方法,上述打印装置包括加工仓组件、储粉仓组件、储胶仓组件、出料组件、混粉仓组件、压实组件以及激光组件。利用上述装置打印的方法为:1)将零件的三维结构进行切片处理,获得多个切片层和每层切片中零件的内部轮廓和外部轮廓信息及材质;2)由下往上依据每层切片中零件的材质储胶仓组件及对应分仓体放料,混粉仓组件混料后保温释放于基板上;3)压实组件压实物料,以避免因温度梯度导致切片层产生缺陷;4)基板下移对应距离;5)重复2)‑4)进行逐层打印至打印完毕。本发明中对打印物料进行预粘结后再进行打印,以减少飞溅和铺粉层被破坏产生的质量问题。
技术研发人员:刘胜,陈清朋,东芳,周剑涛,程春敏,魏磊,张国庆,宋云飞
受保护的技术使用者:武汉大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!