磁极自动去毛刺装置的制作方法
本发明涉及电机磁极,具体是一种磁极自动去毛刺装置。
背景技术:
1、图8所示为电机磁极,生产完成后,其外表面会存有毛刺,因此需要对毛刺进行清理。
2、由于磁极包括极身和极靴两个部分,因此需要通过多个工位进行毛刺清理。目前工位之间传递有两种方式,其一为通过人工。先将磁极堆放在其中一个工位,磁极的其中一个部分清理完成后,堆积在料框内,搬运至下一个工位。第二中方式为通过输送带。每个工位之间通过输送带连接,当磁极其中一个部位的毛刺清理完成后,工人将磁极放置在输送带上,运输至下一工位。
3、上述两种方式人力成本较高,劳动强度也较高。因此,如何降低人工成本,降低劳动强度,成为了本领域技术人员亟待解决的问题。
技术实现思路
1、为解决背景技术中的技术问题,本发明公开了一种磁极自动去毛刺装置。
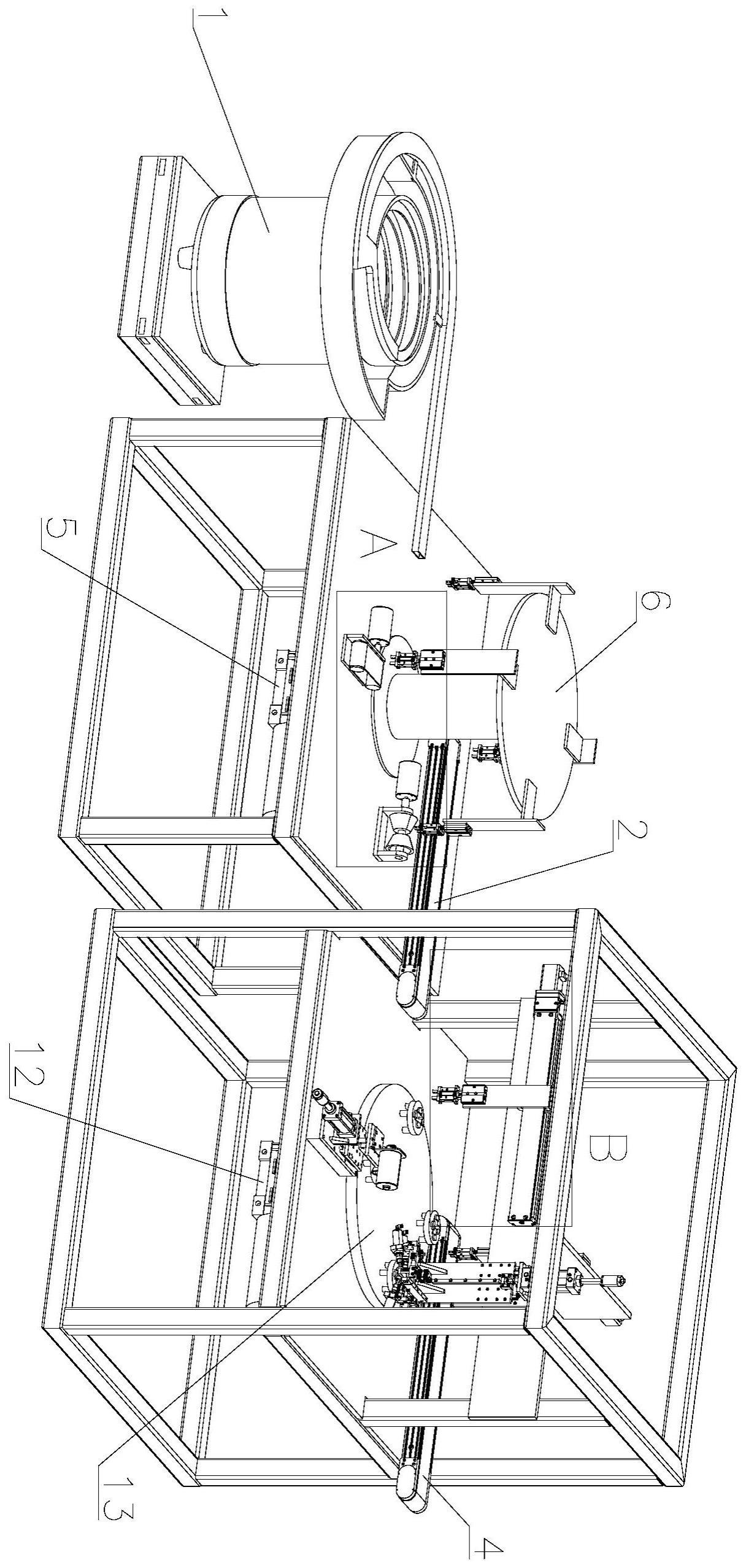
2、本发明提供一种磁极自动去毛刺装置,包括依次设置的:
3、振动盘,用于输送磁极;
4、第一去毛刺装置,用于抓取振动盘出口的磁极,并清除极身下端四条棱边上的毛刺,随后将清除完成的磁极放置于第一输送机上;
5、第二去毛刺装置,用于抓取第一输送机尾部的磁极,并放置在工装上,清除极靴上端面四角以及两条宽边上的毛刺,随后将清除完成的磁极放置于第二输送机上;
6、第二输送机将磁极输送至下一工位。
7、振动盘用于磁极自动上料;第一去毛刺装置和第二去毛刺装置在第一输送机的作用下实现磁极毛刺自动清除;第二输送机用于清理完成的磁极自动下料;本发明取代了人工,不仅提高了工作效率,还降低了人工成本,降低了人工强度。
8、第一去毛刺装置的具体结构为:包括第一电机驱动的第一转盘;第一转盘上安装有四个均布的第一气动手指,用于抓取磁极;第一气动手指通过第一气缸驱动升降;第一去毛刺装置设有四个对应第一转盘的四个工位,依次为:振动盘的出口位于第一工位;第二工位安装有环形布置的砂纸,通过第二电机驱动,用于清除极身下端长边上的毛刺;第三工位安装有两个对称布置、呈圆台形的的第一砂轮,通过第三电机驱动,用于清除极身下端短边上的毛刺;第一输送机的首端位于第四工位。
9、第二去毛刺装置的具体结构为:包括第四电机驱动的第二转盘;工装均布于第二转盘的上端;第二去毛刺装置设有四个对应第二转盘的四个工位,依次为:第五工位,安装有第二气动手指,通过第二气缸驱动升降,通过第一直线滑台驱动水平移动,用于抓取第一输送机上的磁极,并放置于工装上;第六工位,安装有两个对称布置、呈圆台形的第二砂轮,通过第五电机驱动旋转,通过第三气缸驱动水平移动,用于清除极靴上端短边上的毛刺;第七工位,安装有四个第三砂轮,通过第六电机驱动旋转,通过第四气缸驱动水平移动,通过第五气缸驱动升降,用于清除极靴上端四角的毛刺;第四气缸的设置,使得第三砂轮覆盖极靴上端四角的范围,便于清理干净;第八工位,安装有第三气动手指,通过第六气缸驱动升降,通过第二直线滑台驱动水平移动,用于抓取清理完成的磁极,并放置到第二输送机的首端。
10、工装的具体结构为:包括底板,其上端设置有支撑板;支撑板的上端呈弧形,用于贴合极身的下端面;支撑板的四个侧面设置有挡板,用于极身侧面限位;支撑板的中心位置设有垂直布置的定位杆,用于套接磁极上的通孔,实现定位。
11、如第五电机与第二砂轮直连,会占用第二转盘的空间,容易发生碰撞;而且第二砂轮磨削毛刺时还会出现受力不均,导致毛刺清理不干净,基于此,进一步的设计是:第二砂轮对称安装在第二连轴上;第二连轴中心位置安装有从动同步带轮;第五电机的驱动端安装有主动同步带轮;从动同步带轮和主动同步带轮通过啮合的同步带联动。
技术特征:
1.一种磁极自动去毛刺装置,其特征在于,包括依次设置的:
2.根据权利要求1所述的磁极自动去毛刺装置,其特征在于:所述第一去毛刺装置包括第一电机(5)驱动的第一转盘(6);
3.根据权利要求1所述的磁极自动去毛刺装置,其特征在于:所述第二去毛刺装置包括第四电机(12)驱动的第二转盘(13);
4.根据权利要求1所述的磁极自动去毛刺装置,其特征在于:所述工装(3)包括底板(31),其上端设置有支撑板(32);
5.根据权利要求2所述的磁极自动去毛刺装置,其特征在于:所述第二砂轮(17)对称安装在第二连轴(35)上;
技术总结
本发明提供一种磁极自动去毛刺装置,包括依次设置的:振动盘,用于输送磁极;第一去毛刺装置,用于抓取振动盘出口的磁极,并清除极身下端四条棱边上的毛刺,随后将清除完成的磁极放置于第一输送机上;第二去毛刺装置,用于抓取第一输送机尾部的磁极,并放置在工装上,清除极靴上端面四角以及两条宽边上的毛刺,随后将清除完成的磁极放置于第二输送机上;第二输送机将磁极输送至下一工位。振动盘用于磁极自动上料;第一去毛刺装置和第二去毛刺装置在第一输送机的作用下实现磁极毛刺自动清除;第二输送机用于清理完成的磁极自动下料;本发明取代了人工,不仅提高了工作效率,还降低了人工成本,降低了人工强度。
技术研发人员:李文玉
受保护的技术使用者:常州市武进亚太机电配件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!