大尺寸等温锻造模具用TZM合金及其制备工艺和用途的制作方法
本发明涉及合金制备,具体提供一种大尺寸等温锻造模具用tzm合金及其制备工艺和用途。
背景技术:
1、随着我国航空航天技术的快速发展,航空发动机作为航空武器装备的核心,需要具备更大的推重比来承载更大的负载,热端部件需要承受更高的温度载荷,如燃烧室、涡轮盘、叶片等,这就需要高温结构材料具有更好的性能。由于高温合金存在锻造成形温度范围窄、变形抗力大的特点,需要在一定的锻造温区内使其发生塑性变形,目前航空发动机关键部件如涡轮盘多采用等温锻造方式。随着航空发动机的不断更新换代,更高的发动机推重比为主要发展目标,这就要求航空发动机热端部件材料具有更高的抗热疲劳性能。如tial金属间化合物是一种发展前景良好的轻质结构材料,其等温锻造温度则需要在1100℃以上,热端部件材料的发展对等温锻造模具材料提出了更高要求。为研制出能在更高温度下使用的等温锻造模具材料,研究者将目光聚焦于高熔点难熔金属。金属钼是难熔金属之一,熔点高达2620℃,在自然界单质中排名第六,其室温加工性能较好,因此考虑将钼及其合金应用于制备大尺寸等温锻造模具。
2、tzm合金具有高熔点(2617℃),优异高温强度、高的刚度、低热膨胀系数、高导热系数、以及良好的抗蠕变性能,因此适合用于研制大尺寸真空等温锻造模具材料。目前一些国家在1000℃以上的真空等温锻造模具材料采用tzm合金。为了紧跟国际先进水平,提升我国自主研制生产能力,需要迅速开展等温锻造模具用tzm合金的相关研究,并探索tzm合金热加工过程中的组织性能演变规律。
3、通过热等静压可以修复粉末烧结态tzm合金缺陷,提升粉末烧结态tzm合金的致密度,并改善tzm合金加工性能,但对tzm合金组织调控作用有限。而采用热变形方式可以进一步减少坯料中的孔洞缺陷,还可以细化晶粒,引入高密度亚结构强化作用,提高材料性能。目前对于tzm合金的热变形研究,国内主要以轧制为主,tzm合金也多以板材的形式存在,而板材会限制合金制品的尺寸,对大尺寸等温锻造模具用tzm合金的热变形研究相关报道很少,并且对tzm合金锻造过程中组织性能演变规律报道较少。
4、有鉴于此,特提出本发明。
技术实现思路
1、本发明第一目的在于提供一种大尺寸等温锻造模具用tzm合金的制备工艺。
2、本发明的第二目的在于提供上述制备工艺制备得到的tzm合金。
3、本发明的第三目的在于提供上述tzm合金的用途。
4、为了实现上述目的,本发明采用如下技术方案:
5、一种大尺寸等温锻造模具用tzm合金的制备工艺,包括以下步骤:
6、s1:对tzm合金粉末依次进行球磨、冷等静压和烧结,得到pm态tzm合金坯料;
7、冷等静压的压力为140~160mpa,烧结的条件为2000~2100℃烧结2.5~3.5h;
8、s2:对s1中pm态tzm合金坯料进行热等静压,得到pm+hip态tzm合金坯料;
9、热等静压的条件为1200~1400℃和120~140mpa处理2~3h;
10、s3:对s2中pm+hip态tzm合金坯料进行锻造,得到大尺寸等温锻造模具用tzm合金;
11、锻造的条件为锻造起始温度设定为1300~1500℃,终锻温度设定为1100~1200℃,锻造过程变形量控制≥40%,之后将tzm合金锭返回至高温炉继续加热至锻造温度,锻造完成后随炉冷至室温。
12、进一步地,该s1中tzm合金粉末包括:tih2粉0.45%~0.65%,粒度2~5μm;zrh2粉0.10%~0.15%,粒度2~5μm;c粉0.04%~0.08%,粒度1~2μm;其余为钼粉,粒度2~5μm。
13、进一步地,该s1中球磨的条件包括:球磨转速240~260r/min,球料比2:1,球磨时间2h。
14、进一步地,该s1中烧结采用氢气作为保护气体。
15、进一步地,该s2中热等静压的条件为:使用不锈钢作为包套材料,置于脱气炉中进行抽气并焊合包套,之后置于热等静压机中,采用惰性气体作为压力气体,加热温度为1200~1400℃,压力为120~140mpa,热等静压后随炉冷至室温。
16、进一步地,该惰性气体为氩气。
17、进一步地,该加热温度为1300℃,该压力为130mpa。
18、进一步地,该s3中锻造的起始温度设定为1400℃,终锻温度设为1150℃。
19、上述制备工艺制备得到的tzm合金。
20、上述tzm合金在制备大尺寸等温锻造模具中的用途。
21、与现有技术相比,本发明的技术效果为:
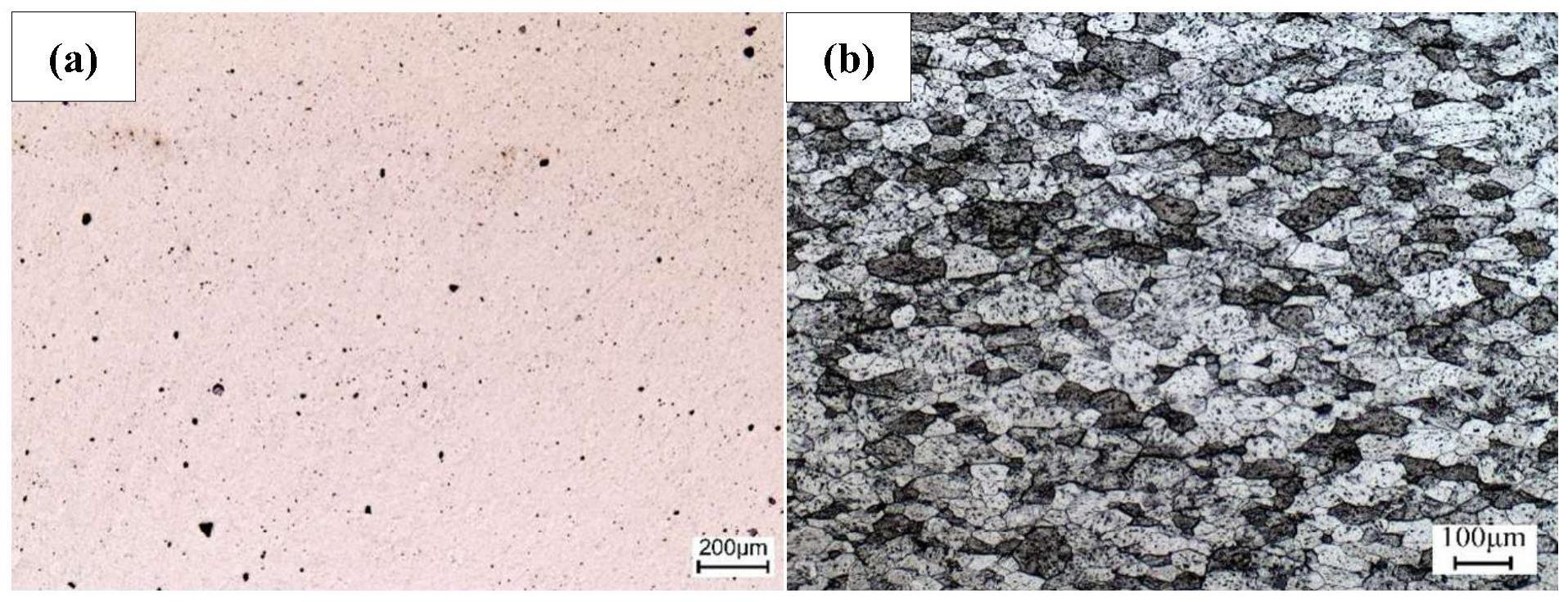
22、(1)本发明采用粉末冶金+热等静压+锻造工艺制备了tzm合金,提供了完整的工艺参数与加工方案,可实现大尺寸等温锻造模具用tzm合金的制备,合金致密度达到98.5%,平均晶粒尺寸51μm,硬度达到259hv,600℃抗拉强度为672mpa。1200℃抗拉强度为398mpa。使用该工艺可以制备得到高致密度、高硬度、高强度的tzm合金坯料。
23、(2)本发明采用hip修复和消除pm状态空洞缺陷,提高合金致密度,与锻造工艺相结合改善合金综合性能;
24、(3)本发明采用锻造作为热变形方式,有效提升tzm合金致密度与高温强度,锻后晶粒内部形成大量亚结构,起到形变强化作用。
25、(4)本发明采用粉末冶金+热等静压+锻造工艺,相比常规的轧制方式,该工艺得到的tzm合金坯料更适合作为大尺寸等温锻造模具材料。
技术特征:
1.一种大尺寸等温锻造模具用tzm合金的制备工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的制备工艺,其特征在于,所述s1中tzm合金粉末包括:tih2粉0.45%~0.65%,粒度2~5μm;zrh2粉0.10%~0.15%,粒度2~5μm;c粉0.04%~0.08%,粒度1~2μm;其余为钼粉,粒度2~5μm。
3.根据权利要求1所述的制备工艺,其特征在于,所述s1中球磨的条件包括:球磨转速240~260r/min,球料比2:1,球磨时间2h。
4.根据权利要求1所述的制备工艺,其特征在于,所述s1中烧结采用氢气作为保护气体。
5.根据权利要求1所述的制备工艺,其特征在于,所述s2中热等静压的条件为:使用不锈钢作为包套材料,置于脱气炉中进行抽气并焊合包套,之后置于热等静压机中,采用惰性气体作为压力气体,加热温度为1200~1400℃,压力为120~140mpa,热等静压后随炉冷至室温。
6.根据权利要求5所述的制备工艺,其特征在于,所述惰性气体为氩气。
7.根据权利要求5所述的制备工艺,其特征在于,所述加热温度为1300℃,所述压力为130mpa。
8.根据权利要求1所述的制备工艺,其特征在于,所述s3中锻造的起始温度设定为1400℃,终锻温度设为1150℃。
9.权利要求1~8任一项所述的制备工艺制备得到的tzm合金。
10.权利要求9所述的tzm合金在制备大尺寸等温锻造模具中的用途。
技术总结
本发明涉及合金制备技术领域,具体提供一种大尺寸等温锻造模具用TZM合金及其制备工艺和用途。本发明采用粉末冶金+热等静压+锻造工艺制备了TZM合金,提供了完整的工艺参数与加工方案,可实现大尺寸等温锻造模具用TZM合金的制备。使用该工艺可以制备得到高致密度、高硬度、高强度的TZM合金坯料。
技术研发人员:翟月雯,周乐育,樊振宇,姜超,羊浩,边翊
受保护的技术使用者:中国机械总院集团北京机电研究所有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!