热处理生产线的制作方法
本申请涉及热处理生产线,特别涉及一种热处理生产线。
背景技术:
1、目前的热处理生产线由工人用环吊的方式进行料框转运,这种转运方式,转运效率低下、劳动强度高、用工成本高,而且料框温度很高、容易烫伤工人,存在较大的安全隐患。
2、另外,为达到材料的良好性能,根据材质不同,有的物料只需要淬火,也有的物料只需要回火,而有的需要淬火后再进行回火。目前的热处理生产线不能实现淬火和回火的自动连续。
3、有鉴于此,如何改进热处理生产线,是需要本领域技术人员解决的技术问题。
技术实现思路
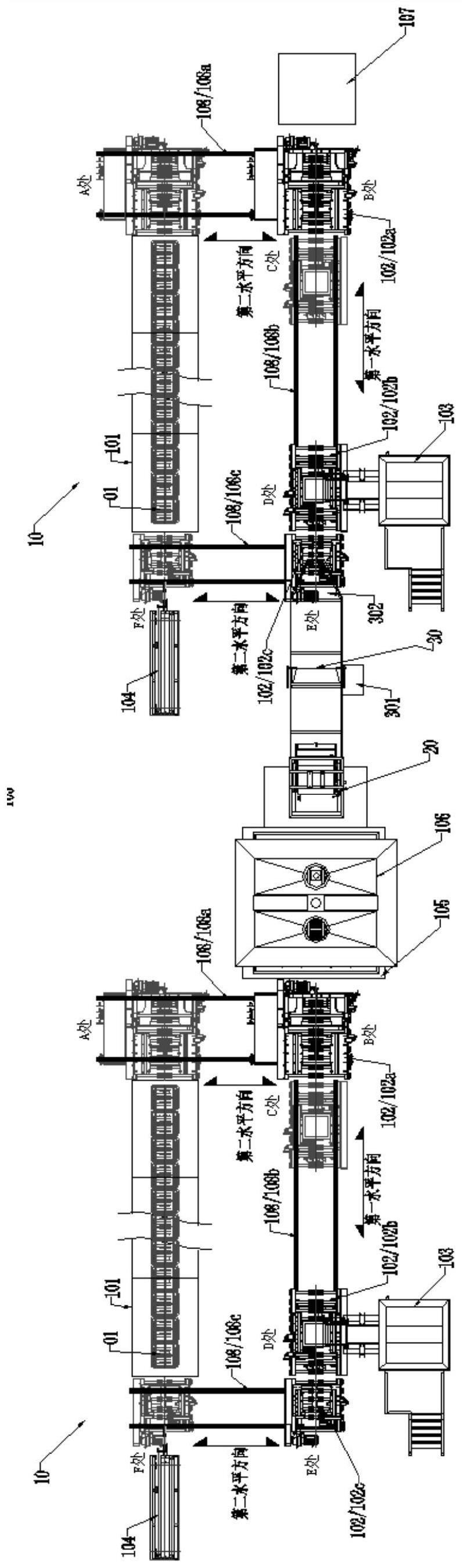
1、为解决上述技术问题,本申请提供一种热处理生产线,包括至少一个热处理模块,所述热处理模块包括加热炉、加料装置、推送装置和多个摆渡装置,所述多个摆渡装置包括出料摆渡装置、上料摆渡装置和进料摆渡装置;所述出料摆渡装置能够将从加热炉出来的料框从a处摆渡到b处、并能够在b处带动料框翻转进行卸料、并能够驱动卸完料的料框从b处到达c处的上料摆渡装置上;所述加料装置能够向d处的料框中加入物料;所述上料摆渡装置能够将料框从c处输送到d处、并能够驱动加完料的料框从d处到达e处的进料摆渡装置上;所述进料摆渡装置能够将料框从e处摆渡到f处,所述推送装置能够将f处的料框推入到加热炉内。
2、热处理生产线的一种实施方式,所述热处理生产线包括多个导轨,所述多个导轨包括与所述出料摆渡装置配合的出料导轨、与所述上料摆渡装置配合的上料导轨、与所述进料摆渡装置配合的进料导轨;所述出料导轨和进料导轨相互平行,所述上料导轨与所述出料导轨和进料导轨垂直,所述出料导轨自a处沿第二水平方向延伸到b处,所述上料导轨自c处沿第一水平方向延伸到d处,所述进料导轨自e处沿第二水平方向延伸到f处;所述c处和所述b处在第二水平方向上依次相邻,所述d处和所述e处在第一水平方向上依次相邻。
3、热处理生产线的一种实施方式,各所述摆渡装置均包括框架、第一输送部和第二输送部,第一输送部和第二输送部均安装于框架,第一输送部支撑料框并能够自动驱动料框沿所述第一水平方向移动,第二输送部能够自动驱动摆渡装置整体沿与之配合的导轨移动。
4、热处理生产线的一种实施方式,所述出料摆渡装置还包括用于翻转料框的翻转部,所述翻转部包括料框仓和与所述料框仓传动连接的料框仓驱动件,所述料框仓和所述料框仓驱动件均安装于所述出料摆渡装置的所述框架,所述料框仓与所述框架转动连接,所述料框仓和所述第一输送部在所述第一水平方向上依次布置,所述料框仓靠近所述第一输送部的一侧设有供料框进出的仓口,所述料框仓的顶侧设有供物料流出的卸料口,所述料框仓能够由所述料框仓驱动件驱动着在卸料口朝上的位置和卸料口朝下的位置之间往复翻转。
5、热处理生产线的一种实施方式,所述出料摆渡装置包括第三输送部,所述第三输送部支撑所述料框仓内的料框并能够自动驱动料框进出所述料框仓。
6、热处理生产线的一种实施方式,所述出料摆渡装置包括引导部,所述引导部的底端连在所述料框仓的卸料口处,所述引导部自底向顶渐缩,最终在所述引导部顶端形成缩口。
7、热处理生产线的一种实施方式,所述出料摆渡装置包括限位部,所述限位部包括第一限位件和第二限位件。所述第一限位件位于所述料框仓内的料框远离所述第一输送部的一侧上方,所述第二限位件位于所述料框仓内的料框靠近所述第一输送部的一侧上方,且所述第二限位件高于所述第一限位件。
8、热处理生产线的一种实施方式,所述加料装置包括料仓、加料通道、加料斗驱动件、加料斗和闸板;所述料仓设有加料口,所述加料口、所述加料通道和所述加料斗依次连通,所述闸板设于所述加料斗远离所述加料通道的一端,并用于启闭所述加料斗;所述加料斗能够在所述加料斗驱动件的驱动作用下,相对于所述加料通道绕翻转轴线向上翻转至预设角度,所述翻转轴线位于所述加料口朝向所述加料通道的一侧底部。
9、热处理生产线的一种实施方式,所述热处理生产线仅设置一个所述热处理模块,所述热处理模块为淬火模块或回火模块,所述淬火模块包括用于冷却从料框倾倒出来的物料的淬火池,所述回火模块包括用于承接从料框倾倒出来的物料的置料区;或者,
10、所述热处理生产线包括两个所述热处理模块,一个所述热处理模块为淬火模块,另一个所述热处理模块为回火模块,所述淬火模块包括用于冷却从料框倾倒出来的物料的淬火池,所述回火模块包括用于承接从料框倾倒出来的物料的置料区,所述回火模块的e处和所述淬火模块的淬火池之间设有提升装置和出料装置,所述提升装置用于承接从所述淬火池中排出的物料并将物料转移到所述出料装置,所述出料装置包括第一出料口和第二出料口,所述第一出料口和第二出料口配置为:当不需要回火时,物料从所述第一出料口离开热处理生产线,当需要回火时物料从所述第二出料口到达所述回火模块的e处的进料摆渡装置上的料框中。
11、热处理生产线的一种实施方式,所述提升装置包括提升机架、料斗和料斗驱动件,所述提升机架设置有提升轨道,所述提升轨道包括沿竖直方向延伸的提升段以及平滑连接在所述提升段上端的倾倒段,所述提升段的最下端形成接料位,所述倾倒段的最上端形成倾倒位,所述料斗驱动件与所述料斗连接,所述料斗安装于所述提升轨道并能够在所述料斗驱动件的驱动作用下沿所述提升轨道的延伸方向运动,所述料斗被配置为:所述料斗处于所述接料位时,所述料斗的开口端朝上,以承接从所述淬火池排出的物料,所述料斗处于所述倾倒段并由下到上移动时,所述料斗的开口端逐渐向下倾斜,所述料斗处于所述倾倒位时,所述物料倾倒而出。
12、本申请提供的热处理生产线,实现了料框的自动转运,相比工人用环吊的方式转运料框而言,转运效率和安全性提升,工人劳动强度和用工成本降低,进一步地,本申请提供的热处理生产线还实现了淬火和回火的自动连续,减少了人工干预,进一步降低了工人劳动强度。
技术特征:
1.一种热处理生产线,其特征在于,包括至少一个热处理模块,所述热处理模块包括加热炉、加料装置、推送装置和多个摆渡装置,所述多个摆渡装置包括出料摆渡装置、上料摆渡装置和进料摆渡装置;所述出料摆渡装置能够将从加热炉出来的料框从a处摆渡到b处、并能够在b处带动料框翻转进行卸料、并能够驱动卸完料的料框从b处到达c处的上料摆渡装置上;所述加料装置能够向d处的料框中加入物料;所述上料摆渡装置能够将料框从c处输送到d处、并能够驱动加完料的料框从d处到达e处的进料摆渡装置上;所述进料摆渡装置能够将料框从e处摆渡到f处,所述推送装置能够将f处的料框推入到加热炉内。
2.根据权利要求1所述的热处理生产线,其特征在于,所述热处理生产线包括多个导轨,所述多个导轨包括与所述出料摆渡装置配合的出料导轨、与所述上料摆渡装置配合的上料导轨、与所述进料摆渡装置配合的进料导轨;所述出料导轨和进料导轨相互平行,所述上料导轨与所述出料导轨和进料导轨垂直,所述出料导轨自a处沿第二水平方向延伸到b处,所述上料导轨自c处沿第一水平方向延伸到d处,所述进料导轨自e处沿第二水平方向延伸到f处;所述c处和所述b处在第二水平方向上依次相邻,所述d处和所述e处在第一水平方向上依次相邻。
3.根据权利要求2所述的热处理生产线,其特征在于,各所述摆渡装置均包括框架、第一输送部和第二输送部,第一输送部和第二输送部均安装于框架,第一输送部支撑料框并能够自动驱动料框沿所述第一水平方向移动,第二输送部能够自动驱动摆渡装置整体沿与之配合的导轨移动。
4.根据权利要求3所述的热处理生产线,其特征在于,所述出料摆渡装置还包括用于翻转料框的翻转部,所述翻转部包括料框仓和与所述料框仓传动连接的料框仓驱动件,所述料框仓和所述料框仓驱动件均安装于所述出料摆渡装置的所述框架,所述料框仓与所述框架转动连接,所述料框仓和所述第一输送部在所述第一水平方向上依次布置,所述料框仓靠近所述第一输送部的一侧设有供料框进出的仓口,所述料框仓的顶侧设有供物料流出的卸料口,所述料框仓能够由所述料框仓驱动件驱动着在卸料口朝上的位置和卸料口朝下的位置之间往复翻转。
5.根据权利要求4所述的热处理生产线,其特征在于,所述出料摆渡装置包括第三输送部,所述第三输送部支撑所述料框仓内的料框并能够自动驱动料框进出所述料框仓。
6.根据权利要求4所述的热处理生产线,其特征在于,所述出料摆渡装置包括引导部,所述引导部的底端连在所述料框仓的卸料口处,所述引导部自底向顶渐缩,最终在所述引导部顶端形成缩口。
7.根据权利要求4所述的热处理生产线,其特征在于,所述出料摆渡装置包括限位部,所述限位部包括第一限位件和第二限位件。所述第一限位件位于所述料框仓内的料框远离所述第一输送部的一侧上方,所述第二限位件位于所述料框仓内的料框靠近所述第一输送部的一侧上方,且所述第二限位件高于所述第一限位件。
8.根据权利要求1所述的热处理生产线,其特征在于,所述加料装置包括料仓、加料通道、加料斗驱动件、加料斗和闸板;所述料仓设有加料口,所述加料口、所述加料通道和所述加料斗依次连通,所述闸板设于所述加料斗远离所述加料通道的一端,并用于启闭所述加料斗;所述加料斗能够在所述加料斗驱动件的驱动作用下,相对于所述加料通道绕翻转轴线向上翻转至预设角度,所述翻转轴线位于所述加料口朝向所述加料通道的一侧底部。
9.根据权利要求1-8任一项所述的热处理生产线,其特征在于,所述热处理生产线仅设置一个所述热处理模块,所述热处理模块为淬火模块或回火模块,所述淬火模块包括用于冷却从料框倾倒出来的物料的淬火池,所述回火模块包括用于承接从料框倾倒出来的物料的置料区;或者,
10.根据权利要求9所述的热处理生产线,其特征在于,所述提升装置包括提升机架、料斗和料斗驱动件,所述提升机架设置有提升轨道,所述提升轨道包括沿竖直方向延伸的提升段以及平滑连接在所述提升段上端的倾倒段,所述提升段的最下端形成接料位,所述倾倒段的最上端形成倾倒位,所述料斗驱动件与所述料斗连接,所述料斗安装于所述提升轨道并能够在所述料斗驱动件的驱动作用下沿所述提升轨道的延伸方向运动,所述料斗被配置为:所述料斗处于所述接料位时,所述料斗的开口端朝上,以承接从所述淬火池排出的物料,所述料斗处于所述倾倒段并由下到上移动时,所述料斗的开口端逐渐向下倾斜,所述料斗处于所述倾倒位时,所述物料倾倒而出。
技术总结
本申请提供一种热处理生产线,包括至少一个热处理模块,热处理模块包括加热炉、出料摆渡装置、上料摆渡装置、进料摆渡装置和推送装置;出料摆渡装置能够将从加热炉出来的料框从A处摆渡到B处、并能够在B处带动料框翻转进行卸料、并能够驱动卸完料的料框从B处到达C处的上料摆渡装置上;加料装置能够向D处的料框中加入物料;上料摆渡装置能够将料框从C处输送到D处、并能够驱动加完料的料框从D处到达E处的进料摆渡装置上;进料摆渡装置能够将料框从E处摆渡到F处,推送装置能够将F处的料框推入到加热炉内。该热处理生产线实现了料框的自动转运,进一步地还通过在两个热处理模块之间设置提升装置和出料装置实现了淬火和回火的自动连续。
技术研发人员:姜聪,姜庆志,姜庆平
受保护的技术使用者:宁国市志诚机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!