一种90度弯头加工工艺及产品的制作方法
本发明涉及弯头加工,具体为一种90度弯头加工工艺及产品。
背景技术:
1、污水泵是一种输送污水的电力排灌设备,90度弯头是污水泵上的一个重要零件,该零件一般是灰铸铁材质,铸造成型后,需要对进出水端外圆平面加工。对于弯头类工件,传统加工方法一般使用角磨机打磨抛光。由于90度弯头进出水端夹角呈直角,通过角磨机手动打磨后会造成进出水端打磨不平整,无法保证加工质量,尤其对进出水口带有法兰的90度弯头,打磨不平整将造成与进出水口两端对接的法兰对接不紧密。
技术实现思路
1、本发明的目的在于提供一种90度弯头加工工艺及产品,以解决上述技术问题。
2、为实现上述目的,本发明提供如下技术方案:一种90度弯头加工工艺,包括以下步骤:
3、步骤s1:确定材料尺寸,根据管道系统的要求,选择合适的材料和尺寸,常见的材料包括铁、钢、铜、铝和塑料等;
4、步骤s2:准备材料,将所选的材料切割成所需长度,并确保切割平整、无毛刺;
5、步骤s3:弯曲材料,使用专用的弯头机或手动弯头工具,将材料弯曲成90度的弯头;
6、步骤s4:打磨,使用固定打磨装置将90度弯头固定,将90度弯头进出水端外圆平面打磨抛光;
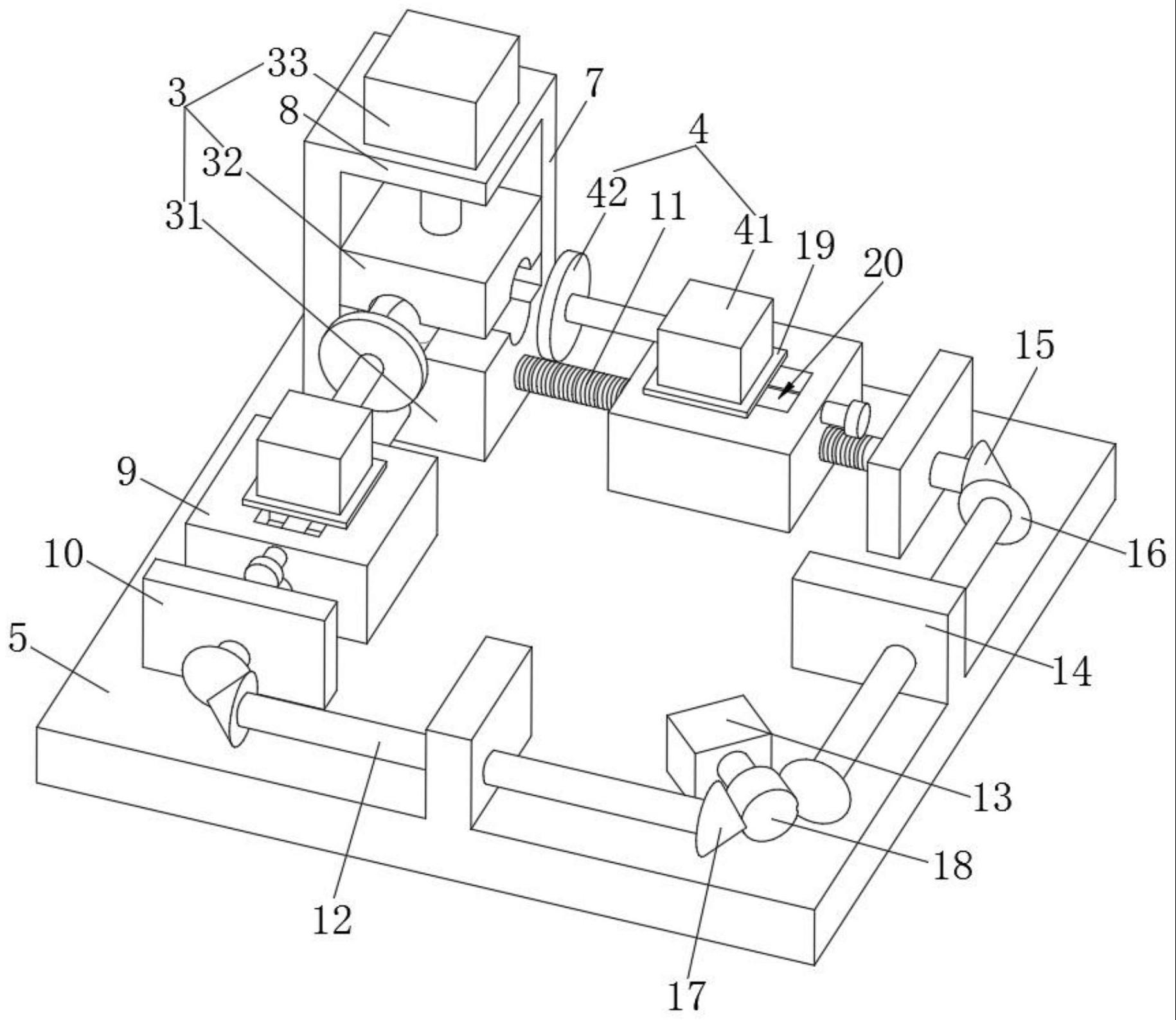
7、所述步骤s4中的固定打磨装置包括固定机构、打磨机构以及底座,固定机构包括包括下模、上模以及气缸,所述下模固定于底座上,上模上下滑动设置于下模上方,气缸设置于上模上方且驱动上模上下移动,上模与下模相互靠近的一侧端面均设有供90度弯头卡入的90度凹槽;打磨机构包括打磨盘以及电机,所述电机设有两组且分别设置于90度弯头进出水端对应处的外端,两组电机分别超靠近或远离90度弯头进出水端滑动设置于底座上,所述打磨盘固定于电机输出端外端。
8、优选的,所述下模侧边设有挑高板,挑高板顶部水平设有基座,气缸固定于基座顶部,气缸输出端贯穿基座并与上模顶端固定连接,所述上模侧壁与挑高板内侧端面相贴合。
9、优选的,所述底座顶部位于两侧电机处均设有滑座,所述电机固定于滑座上,底座顶部位于滑座远离下模的一侧设有第一固定板,所述固定板与下模之间转动设有丝杆,所述丝杆贯穿所述滑座且与滑座形成螺纹连接,所述底座上设有驱动丝杆转动的驱动组件。
10、优选的,驱动组件包括驱动杆与伺服电机,所述底座上设有第二固定板,驱动杆转动设置于第二固定板上,所述丝杆远离下模的一端贯穿第二固定板,丝杆位于固定板外的一端设有第一锥齿轮,位于两组电机处的两组丝杆成90度设置,所述驱动杆设置两组、且两组驱动杆成90度设置,两组所述驱动杆分别向两组丝杆的锥齿轮处延伸、且端头设有与第一锥齿轮啮合的第二锥齿轮,所述驱动杆远离第二锥齿轮的一端设有第三锥齿轮,伺服电机固定于底板上、且输出端设有驱动齿轮,所述驱动齿轮的两侧分别与两组第三锥齿轮啮合,两组丝杆的的旋向相反。
11、优选的,所述滑座顶部滑动设有滑板,所述电机固定于滑板上。
12、优选的,所述滑座顶部设有滑槽,所述滑板底部设有与滑槽形成滑动连接的滑块,所述滑座上转动设有螺杆,所述螺杆贯穿所述滑块且与滑块形成螺纹连接。
13、优选的,所述滑座顶部位于滑板的一侧设有刻度。
14、一种90度弯头加工工艺制造的产品,包括90°弯头。
15、与现有技术相比,本发明的有益效果为:
16、通过设置上模与下模,上模通过气缸在下模上方上下移动,便于90度弯头的快速固定于松开;通过在90度弯头的进出水端滑动设置带有打磨盘的电机,可使两组打磨盘成90度移动对90度弯头进行打磨,保证打磨平整以及90度弯头进出水口的两组端面保持90度夹角的关系,同时可以同时对90度弯头进出水端的端面进行打磨,提高打磨效率。
技术特征:
1.一种90度弯头(1)加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种90度弯头(1)加工工艺,其特征在于:所述下模(31)侧边设有挑高板(7),挑高板(7)顶部水平设有基座(8),气缸(33)固定于基座(8)顶部,气缸(33)输出端贯穿基座(8)并与上模(32)顶端固定连接,所述上模(32)侧壁与挑高板(7)内侧端面相贴合。
3.根据权利要求1所述的一种90度弯头(1)加工工艺,其特征在于:所述底座(5)顶部位于两侧电机(41)处均设有滑座(9),所述电机(41)固定于滑座(9)上,底座(5)顶部位于滑座(9)远离下模(31)的一侧设有第一固定板,所述固定板与下模(31)之间转动设有丝杆(11),所述丝杆(11)贯穿所述滑座(9)且与滑座(9)形成螺纹连接,所述底座(5)上设有驱动丝杆(11)转动的驱动组件。
4.根据权利要求3所述的一种90度弯头(1)加工工艺,其特征在于:驱动组件包括驱动杆(12)与伺服电机(13),所述底座(5)上设有第二固定板(14),驱动杆(12)转动设置于第二固定板(14)上,所述丝杆(11)远离下模(31)的一端贯穿第二固定板(14),丝杆(11)位于固定板外的一端设有第一锥齿轮(15),位于两组电机(41)处的两组丝杆(11)成90度设置,所述驱动杆(12)设置两组、且两组驱动杆(12)成90度设置,两组所述驱动杆(12)分别向两组丝杆(11)的锥齿轮处延伸、且端头设有与第一锥齿轮(15)啮合的第二锥齿轮(16),所述驱动杆(12)远离第二锥齿轮(16)的一端设有第三锥齿轮(17),伺服电机(13)固定于底板上、且输出端设有驱动齿轮(18),所述驱动齿轮(18)的两侧分别与两组第三锥齿轮(17)啮合,两组丝杆(11)的的旋向相反。
5.根据权利要求4所述的一种90度弯头(1)加工工艺,其特征在于:所述滑座(9)顶部滑动设有滑板(19),所述电机(41)固定于滑板(19)上。
6.根据权利要求5所述的一种90度弯头(1)加工工艺,其特征在于:所述滑座(9)顶部设有滑槽(20),所述滑板(19)底部设有与滑槽(20)形成滑动连接的滑块(21),所述滑座(9)上转动设有螺杆(22),所述螺杆(22)贯穿所述滑块(21)且与滑块(21)形成螺纹连接。
7.根据权利要求6所述的一种90度弯头(1)加工工艺,其特征在于:所述滑座(9)顶部位于滑板(19)的一侧设有刻度(23)。
8.根据权利要求1-7所述的一种90度弯头(1)加工工艺制造的产品,其特征在于:包括90°弯头。
技术总结
本发明公开了一种90度弯头加工工艺,包括以下步骤:步骤S1:确定材料尺寸;步骤S2:准备材料;步骤S3:弯曲材料;步骤S4:打磨;步骤S4中的固定打磨装置包括固定机构、打磨机构以及底座,固定机构包括包括下模、上模以及气缸,下模固定于底座上,上模上下滑动设置于下模上方,气缸设置于上模上方且驱动上模上下移动,上模与下模之间设有供90度弯头卡入的90度凹槽;打磨机构包括打磨盘以及电机,两组电机分别超靠近或远离90度弯头进出水端滑动设置于底座上,打磨盘固定于电机输出端外端。本发明所制得的90度弯头进出水端外圆平面抛光平整,且能保持进出水口处的两组外圆平面打磨后更好保持90度夹角关系。
技术研发人员:陈洲明,陈洲亮,陈爱华
受保护的技术使用者:漳州旭友塑胶科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!