电动射钉枪一种枪嘴的粉末成型方法与流程
本发明涉及电动射钉枪配件加工领域,尤其涉及电动射钉枪一种枪嘴的粉末成型方法。
背景技术:
1、电动射钉枪,广泛适用于建筑行业和室内装潢以及包装行业,它的技术特点在于:直接使用电能,在电路中设有节能装置和撞击力调节开关,根据钉的长短可以随意调节撞击力的大小。与现有气动射钉枪技术相比,够买本产品不需再花钱够买气泵就可以使用,它能耗低、噪音小、撞击力大、且结构简单,使用方便。
2、作为其中的一个重要的组成部分枪嘴,其一般使用铸钢的工艺进行生产。但铸钢工艺无法对尺寸精度要求高的产品直接成型,而是先铸造一个胚体后通过机加工工艺进行精加工,耗时时较长成本较高。
3、因此,有必要提供电动射钉枪一种枪嘴的粉末成型方法解决上述技术问题。
技术实现思路
1、本发明提供电动射钉枪一种枪嘴的粉末成型方法,解决了现有铸钢技术中的产品精度低,生产效率慢,成本高低的问题。
2、为解决上述技术问题,本发明提供的电动射钉枪一种枪嘴的粉末成型方法包括以下步骤:
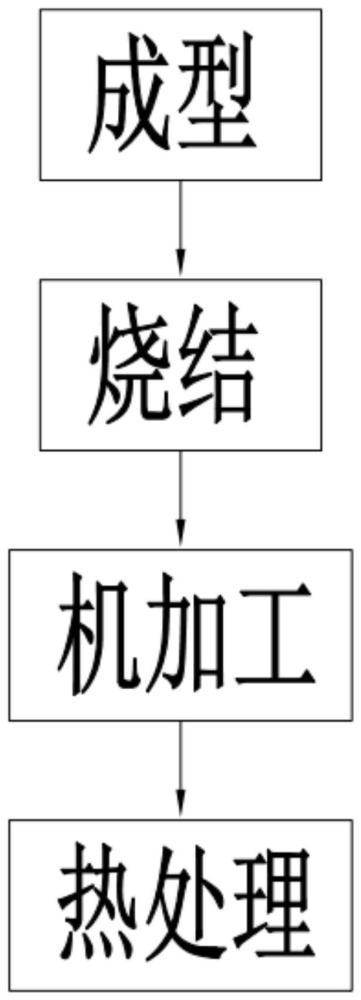
3、s1、成型:将预合金铁粉填入压制模具内进行压制成型,得到生坯,完成压制后的生坯进入脱模程序,脱模完成后,对生坯外观形貌、密度、强度等进行检测,检测其是否符合要求;
4、s2、烧结:在n2和nh3混合气体氛围中,生坯以预热一段温度550-600℃加热15min,以预热二段温度650-700℃加热15min,以预热三段温度750-800℃加热15min,以高温一段温度980-1020℃加热16min,以高温二段温度1100-1130℃加热17min,以高温三段温度1130-1180℃加热17min,然后冷却110min至100℃,得到产品;
5、s3、机加工:通过精加工将产品端面的凹槽,以及凸台上的卡槽和孔建工出来;
6、s4、热处理:通过箱式炉对产品进行热处理,产品送入炉中,随炉加热至670-690℃,保温1h,然后随炉加热至860-950℃,保温1-6小时,出炉后采用风冷,冷却至心轨表面210-400℃,然后空冷或者缓冷;将产品从室温升温加热至230-350℃,保温1.5-5h进行回火,出炉后采用工业风扇降温。
7、优选的,所述s1中预合金铁粉采用fd0205,其生胚密度为7.0-7.1g/cm3。
8、优选的,所述s1中将预合金铁粉一次性填入压制模具内,使覆盖模具底面,进行成型压制得到生坯,控制单次填料量在100-110g。
9、优选的,所述s2中的n2流速为15m3/h,nh3流速为6m3/h。
10、优选的,所述s2中的预热一段温度为600℃、预热二段温度为700℃、预热三段温度为800℃。
11、优选的,所述s2中高温一段温度为1020℃,高温二段温度为1130℃,高温三段温度为1130℃。
12、优选的,所述s4中风冷,其冷却速率在5-30℃/min。
13、优选的,所述s4中空冷或者缓冷,其冷却速率在1-4℃/min。
14、优选的,所述s4中出炉后采用工业风扇降温,降温速率在1-20℃/min。
15、与相关技术相比较,本发明提供的电动射钉枪一种枪嘴的粉末成型方法具有如下有益效果:
16、本发明提供电动射钉枪一种枪嘴的粉末成型方法,本发明提到的粉末末成型工艺更适合大批量生产,且原料成本要比铸钢成本低,而且有效提升了成型压制后生坯合格率,垂直于端面方向的孔均无需进行精加工,机加工成本降低,原料合理,制备工艺保证其既具备高精度又制备高强度。
技术特征:
1.电动射钉枪一种枪嘴的粉末成型方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s1中预合金铁粉采用fd0205,其生胚密度为7.0-7.1g/cm3。
3.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s1中将预合金铁粉一次性填入压制模具内,使覆盖模具底面,进行成型压制得到生坯,控制单次填料量在100-110g。
4.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s2中的n2流速为15m3/h,nh3流速为6m3/h。
5.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s2中的预热一段温度为600℃、预热二段温度为700℃、预热三段温度为800℃。
6.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s2中高温一段温度为1020℃,高温二段温度为1130℃,高温三段温度为1130℃。
7.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s4中风冷,其冷却速率在5-30℃/min。
8.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s4中空冷或者缓冷,其冷却速率在1-4℃/min。
9.根据权利要求1所述的电动射钉枪一种枪嘴的粉末成型方法,其特征在于,所述s4中出炉后采用工业风扇降温,降温速率在1-20℃/min。
技术总结
本发明提供电动射钉枪一种枪嘴的粉末成型方法。所述电动射钉枪一种枪嘴的粉末成型方法包括以下步骤:S1、成型:将预合金铁粉填入压制模具内进行压制成型,得到生坯,完成压制后的生坯进入脱模程序,脱模完成后,对生坯外观形貌、密度、强度等进行检测,检测其是否符合要求;S2、烧结:在N2和NH3混合气体氛围中,生坯以预热一段温度550‑600℃加热15min,以预热二段温度650‑700℃加热15min。本发明提供的电动射钉枪一种枪嘴的粉末成型方法,本发明提到的粉末末成型工艺更适合大批量生产,且原料成本要比铸钢成本低,而且有效提升了成型压制后生坯合格率,垂直于端面方向的孔均无需进行精加工,机加工成本降低,原料合理,制备工艺保证其既具备高精度又制备高强度。
技术研发人员:汪立彬
受保护的技术使用者:苏州唯创特精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!