一种钢管淬火冷却水循环系统及其控制方法与流程
本发明涉及无缝钢管生产中冷却水循环技术,更具体地说,涉及一种钢管淬火冷却水循环系统及其控制方法。
背景技术:
1、目前的无缝钢管淬火生产工艺,通过内喷和外淋的方式进行热处理的工艺应用广泛。但是目前的热处理生产线上水淬装置在两根钢管淬火作业的间隔时间中,水处理连续供应的浊循环水没有经过任何使用就直接进入铁皮沟,又回到浊循环系统中,存在较大的水资源浪费。还存在部分管料内喷水供应不足的问题(尤其是厚壁管),迫使生产节奏降低。同时内喷总管上设置的气动开关阀在打开与关闭切换的时候,对内喷系统的水量与压力产生一定的影响。
2、在现有专利申请中,如中国专利cn 103667606 a公开了一种节能型热处理循环水系统,包括冷却塔、蓄水池、离心泵、真空淬火炉、井式淬火炉、氮化炉和自吸泵,井式淬火炉的冷却水入口和氮化炉的冷却水入口各自与一一对应的自吸泵的出口连接,多台自吸泵的入口均与离心泵的出口连接,将各高温炉的冷却水循环分支由传统的串联式总循环改为并联式分循环,可分时改变循环水支路的运行状态,实现节能的目的。但是没有实现间歇工作期间的水量回收以及自动控制系统。
3、又如中国专利cn 209974826 u公开了一种不锈钢淬火用水循环装置,包括淬火冷却池,淬火冷却池左侧的顶部固定连通有第一水管,第一水管的一端向左侧延伸后固定连通有冷却箱,淬火冷却池顶部的边框上固定连接有一进水管,该进水管与该装置的总供水系统进行连通,进水管管体的右侧设有一水阀,淬火冷却池右侧面的底部横向连通有出水管;在使用时能够有效的通过抽板的作用对落下的铁屑和污垢进行导流,从而使铁屑或者污垢更好的进入到三个收集盒当中。但是没有进行水量的系统调节。
技术实现思路
1、针对现有技术中存在的缺陷,本发明的目的是提供一种钢管淬火冷却水循环系统及其控制方法,能够降低水处理系统设备和场地投资,节约能源和水资源的消耗。
2、为实现上述目的,本发明采用如下技术方案:
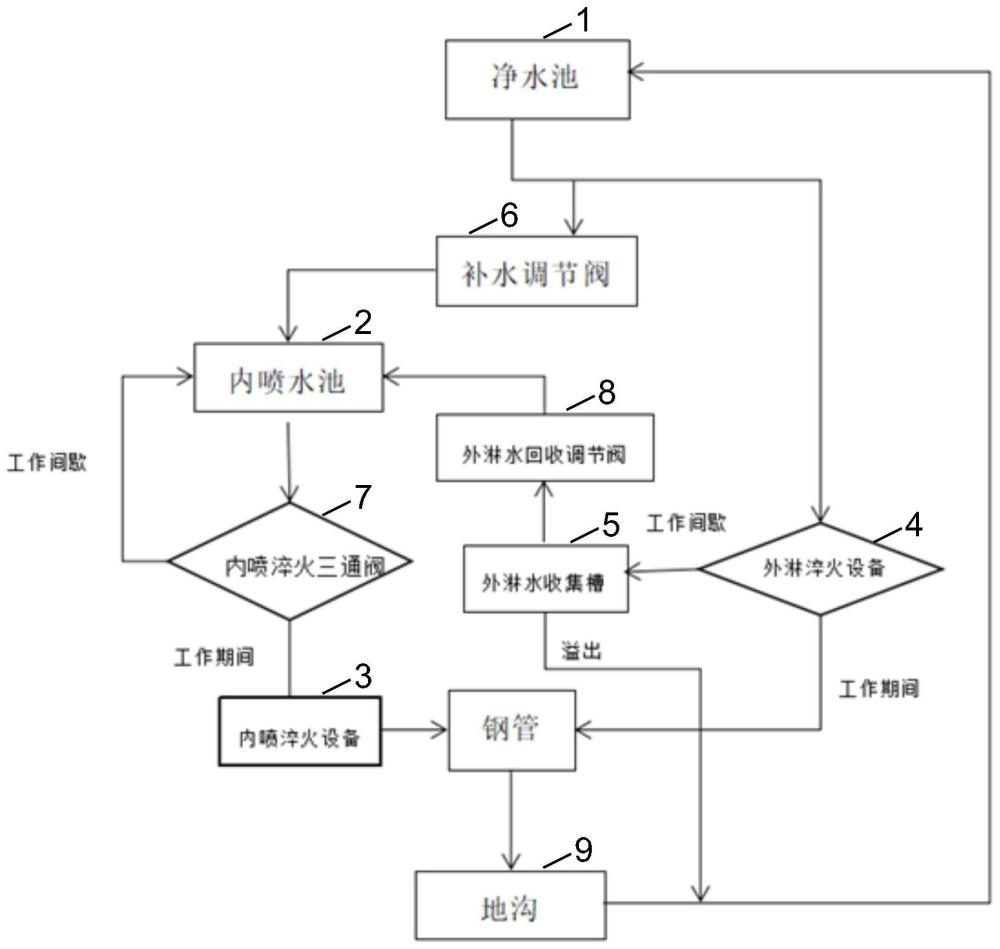
3、本发明第一方面提供了一种钢管淬火冷却水循环系统,包括净水池、内喷水池、内喷淬火设备、外淋淬火设备、外淋水收集槽和控制单元;
4、所述净水池通过净水管道与所述内喷水池连通,所述净水管道上设有补水调节阀;
5、所述内喷淬火设备通过内喷水管道与所述内喷水池连通,所述内喷水管道上设有内喷淬火三通阀;
6、所述外淋淬火设备通过管道与所述外淋水收集槽连通,所述外淋水收集槽通过外淋水管道与所述内喷水池连通,所述外淋水管道上设有外淋水回收调节阀;
7、所述控制单元用以控制所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度。
8、较佳的,所述外淋水收集槽还连通地沟。
9、较佳的,所述内喷水池内设有液位计;
10、所述液位计测得的液位数值传输至所述控制单元。
11、本发明第二方面提供了一种基于所述的钢管淬火冷却水循环系统的控制方法:
12、根据所述液位计测得的液位数值,对所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度执行手动模式、档位自动控制模式或无极自动控制模式。
13、较佳的,所述手动模式具体如下:
14、操作员根据所述液位计测得的液位数值,及其他工艺要求进行手动操作所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度。
15、较佳的,在所述档位自动控制模式中,所述外淋水回收调节阀自动打开到hmi上的设定值:
16、当px<plow时,所述外淋水回收调节阀设为大开度设定值;
17、当px>phigh时,所述外淋水回收调节阀设为小开度设定值;
18、当phigh<px<plow时,所述外淋水回收调节阀设为常开度设定值;
19、式中,px表示液位计测得的液位数值,plow表示内喷水池的低液位,phigh表示内喷水池的高液位。
20、所述大开度设定值为阀门全开状态;
21、所述小开度设定值为阀门全开的1/3状态;
22、所述常开度设定值为阀门全开的2/3状态。
23、较佳的,在所述档位自动控制模式中,当所述内喷水池的液位低于plow时,所述补水调节阀自动打开到hmi上的设定值:
24、当px<plow时,所述补水调节阀设为小开度设定值;
25、当px<pmin时,所述补水调节阀设为大开度设定值;
26、当px>phigh时,所述补水调节阀关闭;
27、式中,pmin表示内喷水池的最低限位,pmax表示内喷水池的最高限位。
28、较佳的,在所述档位自动控制模式中,当所述内喷淬火设备处于工作间歇状态时,所述内喷淬火三通阀开启,使所述内喷淬火设备喷出的水量回收至所述内喷水池;
29、当所述外淋淬火设备处于工作间歇状态时,外淋挡板将所述外淋淬火设备的外淋水量回收至所述外淋水收集槽,所述外淋水回收调节阀开启,使所述外淋水收集槽的外淋水量供给所述内喷水池。
30、较佳的,所述无极自动控制模式为:
31、在所述内喷水池内设定液位高度,由所述液位计测得所述内喷水池内实际液位数值与设定液位高度的差值设置所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度。
32、较佳的,所述无极自动控制模式中,所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度设置采用以下公式计算:
33、
34、式中,k0表示内喷淬火三通阀的调节系数,取值0或1;
35、k1表示外淋水回收调节阀的调节系数,取值在0~1之间;
36、k2表示补水调节阀的调节系数,取值在0~1之间;
37、q内表示内喷淬火设备的工艺设定流量;
38、q外表示外淋淬火设备的工艺设定流量;
39、q补表示补水调节阀的工艺设定流量;
40、t工作表示钢管的淬火工作时间;
41、t间歇表示钢管的淬火间歇时间;
42、当px≥pmax时,则k0=k1=k2=0;
43、当px≤pmin时,则k0=k1=k2=1,若流量仍不满足时,增大t间歇时间;
44、当plow≥px≥pmin时,则k0=1,k1=1,
45、当pmax≥px≥phigh时,则k0=1,k2=0,k1由式(1)计算获得;
46、当phigh≥px≥plow时,则k0=1,设置k2初值为0,k1由式(1)计算获得,若k1计算值大于1则k1设置为1,此时重新计算k2值为:
47、
48、本发明所提供的一种钢管淬火冷却水循环系统及其控制方法,能够降低水处理系统设备和场地投资,节约能源和水资源的消耗,对内喷水池的水量平衡系统进行了优化,对该水池的供水源增加自动控制组件,同时根据水池液位,实现液位的闭环控制。
技术特征:
1.一种钢管淬火冷却水循环系统,其特征在于:包括净水池、内喷水池、内喷淬火设备、外淋淬火设备、外淋水收集槽和控制单元;
2.根据权利要求1所述的钢管淬火冷却水循环系统,其特征在于:所述外淋水收集槽还连通地沟。
3.根据权利要求1所述的钢管淬火冷却水循环系统,其特征在于:所述内喷水池内设有液位计;
4.一种基于权利要求1-3之一所述的钢管淬火冷却水循环系统的控制方法,其特征在于:
5.根据权利要求4所述的控制方法,其特征在于,所述手动模式具体如下:
6.根据权利要求4所述的控制方法,其特征在于,在所述档位自动控制模式中,所述外淋水回收调节阀自动打开到hmi上的设定值:
7.根据权利要求6所述的控制方法,其特征在于:
8.根据权利要求7所述的控制方法,其特征在于,在所述档位自动控制模式中,当所述内喷水池的液位低于plow时,所述补水调节阀自动打开到hmi上的设定值:
9.根据权利要求8所述的控制方法,其特征在于:在所述档位自动控制模式中,当所述内喷淬火设备处于工作间歇状态时,所述内喷淬火三通阀开启,使所述内喷淬火设备喷出的水量回收至所述内喷水池;
10.根据权利要求7所述的控制方法,其特征在于,所述无极自动控制模式为:
11.根据权利要求10所述的控制方法,其特征在于,所述无极自动控制模式中,所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度设置采用以下公式计算:
技术总结
本发明公开了一种钢管淬火冷却水循环系统及其控制方法,包括净水池、内喷水池、内喷淬火设备、外淋淬火设备、外淋水收集槽和控制单元;所述净水池通过净水管道与所述内喷水池连通,所述净水管道上设有补水调节阀;所述内喷淬火设备通过内喷水管道与所述内喷水池连通,所述内喷水管道上设有内喷淬火三通阀;所述外淋淬火设备通过管道与所述外淋水收集槽连通,所述外淋水收集槽通过外淋水管道与所述内喷水池连通,所述外淋水管道上设有外淋水回收调节阀;所述控制单元用以控制所述补水调节阀、所述内喷淬火三通阀、所述外淋水回收调节阀的开度。本发明能够降低水处理系统设备和场地投资,节约能源和水资源的消耗。
技术研发人员:高展,王久刚
受保护的技术使用者:宝山钢铁股份有限公司
技术研发日:
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!