一种激光熔化沉积制备石墨烯增强铝基复合材料的方法
本发明属于增材制造,尤其涉及一种激光熔化沉积制备石墨烯增强铝基复合材料的方法。
背景技术:
1、石墨烯(gnps)拥有不同于传统材料的特殊性能,如优异的化学、力学性能以及导热性能,自被发现以来即获得广泛的关注。研究发现,石墨烯可以作为增强相来增强金属基材料,从而制备出性能更加优异的复合材料。铝及铝合金因具有低密度、高强度、良好的塑性以及耐腐蚀性,在航空航天、轨道交通等行业有着广泛的应用。然而常规的铸造工艺通常会出现成分不均匀和晶粒粗大等现象,造成耐磨性差、硬度低等问题,并且在生产复杂的铝合金构件时,成本高且生产周期长,很大程度上限制其进一步发展。
技术实现思路
1、针对上述现有技术中存在的问题,本发明提出了一种激光熔化沉积制备石墨烯增强铝基复合材料的方法。
2、为实现上述目的,本发明提供如下技术方案:
3、一种激光熔化沉积制备石墨烯增强铝基复合材料的方法,所述方法是将石墨烯掺入到al-12si合金粉末中,通过激光熔化沉积打印直接形成石墨烯增强铝基复合材料。
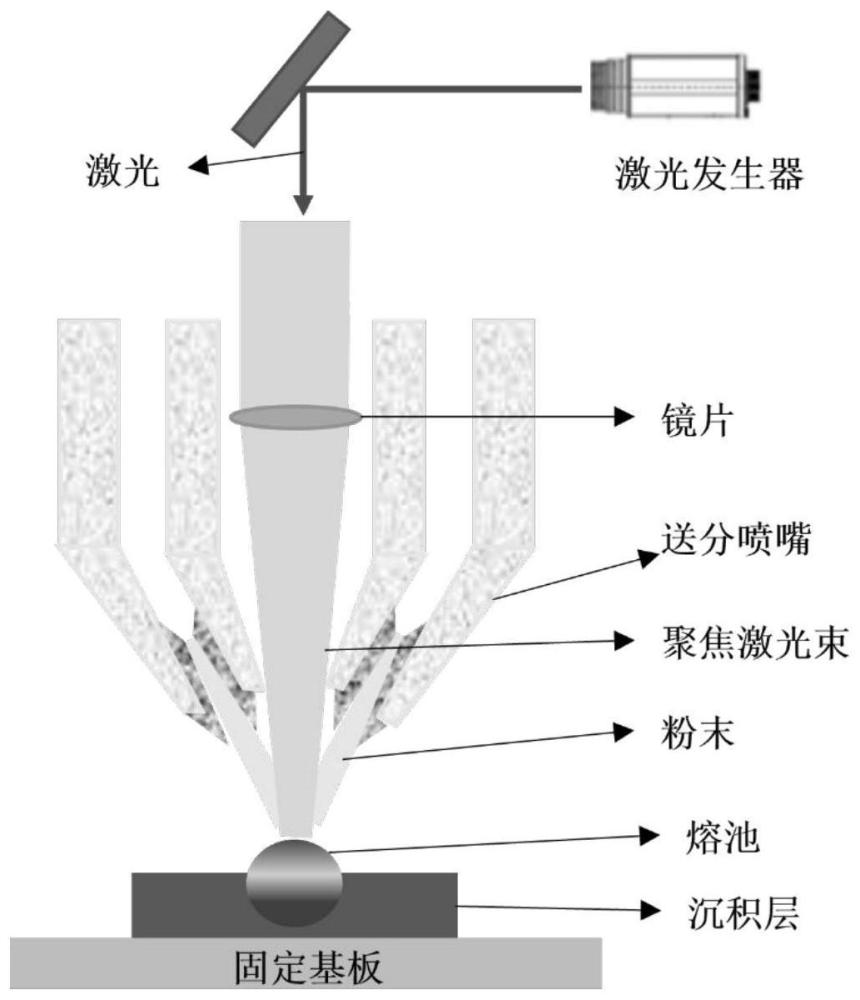
4、激光熔化沉积(lasermelting deposition,lmd)作为增材制造技术的一种,通过高能激光束熔化粉末并逐层堆积成形,不但可以直接成形精密度较高且复杂的金属零件,而且其较快的加热及冷却速率能够获得细化的组织,解决了现有制造技术开发以及成形时间冗长的问题,同时还减少了金属材料的浪费。
5、所述石墨烯增强铝基复合材料的制备,是采用al-12si合金粉末作为基体粉末,片状石墨烯作为增强体,通过激光熔化沉积制备块体复合材料,具体步骤如下:
6、(1)将石墨烯粉末与al-12si合金粉末混合,得到gnps/al-12si复合粉末;
7、(2)调整激光熔化沉积打印机参数,通过激光熔化沉积制备得到高致密度且石墨烯分散均匀的gnps/al-12si复合材料。
8、进一步地,所述al-12si合金粉末为球形,粒径为53-105μm,化学组成为:si含量为12.02wt.%,fe含量为0.144wt.%,mn含量为0.006wt.%,zn含量为0.007wt.%,其余为al。所述石墨烯粉末为纳米片状结构。
9、进一步地,所述石墨烯粉末与al-12si合金粉末按照石墨烯质量分数x(wt.%)混合,其中x=0.25-1,优选x=0.25、0.5、1。
10、进一步地,所述gnps/al-12si复合粉末需要进行真空球磨,设定真空球磨设备参数为:转速260rpm,球料比10∶1,球磨时间2h。得到的复合粉末还需要进行筛分以及在80℃真空烘干箱中烘干4h。
11、进一步地,以6063铝合金为基板,对基板进行清洗并喷砂处理;将复合粉末倒入送粉罐中。
12、进一步地,构建需制备的铝基复合材料的三维模型,导入切片软件,设置打印件数量及其摆放位置,并设置所述激光熔化沉积打印参数为:光斑直径50μm,基板选用尺寸为150mm×150mm×20mm的6063铝合金基板,激光功率800w,扫描速度360mm/min,扫描间距0.8mm,层厚0.35mm,路径偏置1mm。扫描策略为条状扫描,打印时每层旋转45°后进行切片,之后导入设备软件中,关闭设备成型舱并通入氩气除氧使得成型舱内氧浓度低于100ppm,打开激光器,待激光稳定后开始打印。所述激光熔化沉积在激光增材制造设备中进行。
13、本发明还提供一种利用上述方法制备得到的石墨烯增强铝基复合材料。
14、与现有技术相比,本发明具有如下优点和技术效果:
15、本发明以石墨烯为增强相,复合材料在受外部应力时石墨烯承担了大部分的应力,并且在基体中以第二相的形式与基体发生交互作用,可有效阻止位错运动,即位错强化机制。此外,石墨烯的添加可显著细化基体合金组织,不仅能更好的阻挡位错的发生,并且也能有效防止裂纹的萌生与扩展。本发明以石墨烯作为增强相掺入al-12si合金粉中,通过严格控制石墨烯掺入量、球磨参数以及激光熔化沉积打印参数,使得制备的复合材料在解决成形时间长且材料浪费等问题的同时,也获得了具有优异力学性能及耐磨性能的成形材料,其磨损率可低至9mg/20min,维氏硬度值可达159.3hv。解决了目前传统方法制备的铝合金低强度以及较差的耐磨性的问题。
技术特征:
1.一种激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述方法是将石墨烯掺入到al-12si合金粉末中,通过激光熔化沉积打印直接形成石墨烯增强铝基复合材料。
2.根据权利要求1所述的激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述石墨烯掺入量占原料总质量的0.25-1.0wt.%。
3.根据权利要求1所述的激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述石墨烯为片状石墨烯。
4.根据权利要求1所述的激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述al-12si合金粉末为球形,粒径为53-105μm,化学组成为:si含量为12.02wt.%,fe含量为0.144wt.%,mn含量为0.006wt.%,zn含量为0.007wt.%,其余为al。
5.根据权利要求1所述的激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述石墨烯掺入到al-12si合金粉末中后需要进行真空球磨,球磨条件为:转速260rpm,球料比10∶1,球磨时间2h。
6.根据权利要求1所述的激光熔化沉积制备石墨烯增强铝基复合材料的方法,其特征在于,所述激光熔化沉积打印参数为:光斑直径50μm,基板选用尺寸为150mm×150mm×20mm的6063铝合金基板,激光功率800w,扫描速度360mm/min,扫描间距0.8mm,层厚0.35mm,路径偏置1mm,扫描策略为条状扫描,打印时每层旋转45°,氧浓度低于100ppm。
7.一种如权利要求1-6任一项所述的方法制备得到的石墨烯增强铝基复合材料。
技术总结
本发明公开了一种激光熔化沉积制备石墨烯增强铝基复合材料的方法,属于增材制造技术领域,包括以下步骤:将石墨烯增强体加入Al‑12Si合金粉末中,石墨烯添加量为原料总质量的0.25‑1.0wt.%,在行星式真空球磨机中进行机械混合,得到复合材料粉末;之后通过激光熔化沉积打印直接成形石墨烯增强铝基复合材料构件。本发明采用激光熔化沉积制备得到的石墨烯增强铝基复合材料具有优异的尺寸精度以及耐磨性能。测试后发现其在室温下的维氏硬度值最高可达159.3HV,磨损率最低为9mg/20min。本发明解决了铝合金低强度以及较差的耐磨性的问题,为铝合金的强化和进一步应用提供了新的思路。
技术研发人员:马盼,万师广,杨植禄,方亚成,张楠,杨红
受保护的技术使用者:上海工程技术大学
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!