复合材料卡瓣齿磨削工装及磨削方法
本发明属于卡瓣加工工装,具体为复合材料卡瓣齿磨削工装及磨削方法。
背景技术:
1、卡瓣是一种用于提供支撑的复合材料机械元件,用于内置金属弹芯的卡夹,并为弹芯提供百倍加速度的强度支撑。卡瓣通过外部匹配的金属套筒使其实现加压,卡住位于齿位置的弹芯,使其能够承受爆炸产生的压力、振动和其他外力,确保连接的稳固性和可靠性,通过卡瓣加工的精度来保证卡瓣卡夹的紧实度,本磨削工装既是为提高卡瓣的加工精度而设计的。
2、目前在加工卡瓣内侧的齿纹时,较为常见的方式是通过车床车削对卡瓣的齿进行加工,梯形齿结构,但是部分卡瓣的结构是半开式的卡瓣,这种卡瓣内侧的齿无法使用攻丝钻头进行攻丝,只能采用特殊的方式加工齿纹。
3、因此,本申请提出一种加工方便、快捷的卡瓣齿磨削工装用以解决上述问题。
技术实现思路
1、本发明研发目的是为了解决目前半开式的卡瓣对于内侧的齿纹加工不便,卡瓣加工效率低的问题。在下文中给出了关于本发明的简要概述,以便提供关于本发明的某些方面的基本理解。应当理解,这个概述并不是关于本发明的穷举性概述。它并不是意图确定本发明的关键或重要部分,也不是意图限定本发明的范围。
2、本发明的技术方案:
3、方案一:复合材料卡瓣齿磨削工装,包括工作台、驱动电机、齿纹加工柱、安装座、轴承座和工件定位座,工作台上安装有驱动电机和安装座,驱动电机的执行端连接有齿纹加工柱,安装座上设置有轴承座,齿纹加工柱的另一端通过轴承座转动设置在安装座上,安装座上设置有工件定位座,工件定位座与安装座滑动连接,工件放置在工件定位座上并与齿纹加工柱接触。
4、进一步的,所述工作台的底部设置有升高架,升高架与工作台通过螺栓建立连接。
5、进一步的,所述安装座上加工有滑槽,轴承座上加工有螺纹孔,滑槽与螺纹孔通过螺栓连接并通过螺母固定。
6、进一步的,所述工件定位座上设置有上限位板和下限位板,上限位板和下限位板分别通过螺栓固定在工件定位座上,上限位板布置在下限位板的上方,工件分别与上限位板和下限位板接触。
7、方案二:复合材料卡瓣齿磨削工装的磨削方法,该方法依托于方案一所述复合材料卡瓣齿磨削工装所实现的,包括以下步骤:
8、步骤一:先将驱动电机和安装座通过螺栓固定在工作台上;
9、步骤二:安装齿纹加工柱,将齿纹加工柱的一端与驱动电机的执行端连接,齿纹加工柱的另一端安装在轴承座上;
10、步骤三:根据齿纹加工柱的长度调节轴承座在安装座上的位置,调整好轴承座的位置后,将螺栓依次穿过轴承座的螺纹孔和安装座上的滑槽,由螺栓的底部旋入螺母将轴承座固定在安装座上;
11、步骤四:将工件定位座安装在安装座上,随后将上限位板和下限位板通过螺栓固定在工件定位座上,再将工件放置在工件定位座上,使工件的端面分别与上限位板和下限位板接触;
12、步骤五:开启驱动电机,驱动电机带动齿纹加工柱转动,随后缓慢向前推进滑动设置在安装座上的工件定位座,使工件定位座上的工件与齿纹加工柱接触,对工件进行加工。
13、本发明具有以下有益效果:
14、1、本发明的复合材料卡瓣齿磨削工装结构简单,拆装便捷,适用于半开式卡瓣内侧齿纹的加工,通过滑动设置在安装座上的工件定位座可以控制卡瓣上齿纹的深度,对卡瓣的加工速度快,加工效率高。
15、2、本发明的复合材料卡瓣齿磨削工装上的齿纹加工柱是可拆卸的,可根据齿纹的样式提前准备好不同的齿纹加工柱,并且齿纹加工柱另一端转动连接的轴承座是可以前后移动的,提高对不同齿纹加工柱的适应性。
16、3、本发明的复合材料卡瓣齿磨削工装在工件定位座上设置了上限位板和下限位板,上下限位板用于对待磨削卡瓣内侧面的定位,通过上限位板和下限位板将卡瓣定位好后,在上限位板与下限位板之间的卡瓣内壁即为待加工的内壁,提高对卡瓣内壁加工的精准性。
技术特征:
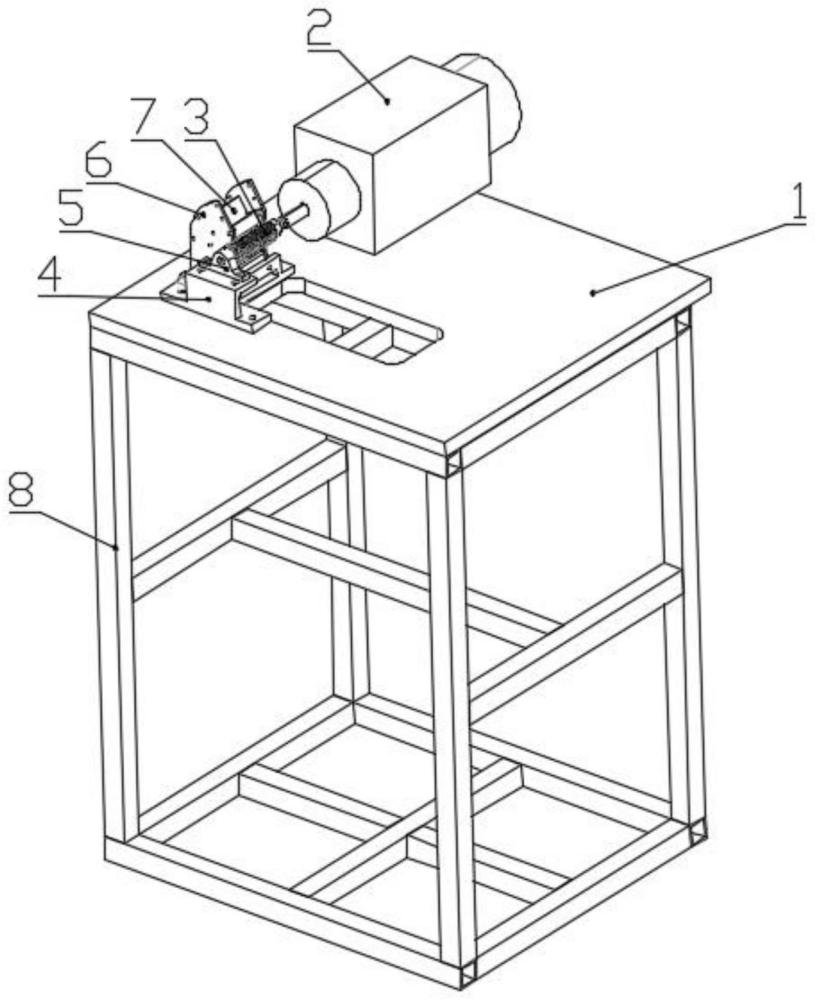
1.复合材料卡瓣齿磨削工装,其特征在于:包括工作台(1)、驱动电机(2)、齿纹加工柱(3)、安装座(4)、轴承座(5)和工件定位座(6),工作台(1)上安装有驱动电机(2)和安装座(4),驱动电机(2)的执行端连接有齿纹加工柱(3),安装座(4)上设置有轴承座(5),齿纹加工柱(3)的另一端通过轴承座(5)转动设置在安装座(4)上,安装座(4)上设置有工件定位座(6),工件定位座(6)与安装座(4)滑动连接,工件(7)放置在工件定位座(6)上并与齿纹加工柱(3)接触。
2.根据权利要求1所述的复合材料卡瓣齿磨削工装,其特征在于:所述工作台(1)的底部设置有升高架(8),升高架(8)与工作台(1)通过螺栓建立连接。
3.根据权利要求1所述的复合材料卡瓣齿磨削工装,其特征在于:所述安装座(4)上加工有滑槽(41),轴承座(5)上加工有螺纹孔(51),滑槽(41)与螺纹孔(51)通过螺栓连接并通过螺母固定。
4.根据权利要求3所述的复合材料卡瓣齿磨削工装,其特征在于:所述工件定位座(6)上设置有上限位板(61)和下限位板(62),上限位板(61)和下限位板(62)分别通过螺栓固定在工件定位座(6)上,上限位板(61)布置在下限位板(62)的上方,工件(7)分别与上限位板(61)和下限位板(62)接触。
5.复合材料卡瓣齿磨削工装的磨削方法,该方法依托于权利要求4所述复合材料卡瓣齿磨削工装所实现的,其特征在于,包括以下步骤:
技术总结
复合材料卡瓣齿磨削工装及磨削方法,属于卡瓣加工工装技术领域。本发明解决了目前半开式的卡瓣对于内侧的齿纹加工不便,卡瓣加工效率低的问题。本发明包括工作台、驱动电机、齿纹加工柱、安装座、轴承座和工件定位座,工作台上安装有驱动电机和安装座,驱动电机的执行端连接有齿纹加工柱,安装座上设置有轴承座,齿纹加工柱的另一端通过轴承座转动设置在安装座上,安装座上设置有工件定位座,工件定位座与安装座滑动连接,工件放置在工件定位座上并与齿纹加工柱接触。本发明的复合材料卡瓣齿磨削工装结构简单,拆装便捷,对于半开式卡瓣内侧齿纹的加工较为简便,加工效率高。
技术研发人员:邳志刚,李忠勤,汤旭日,郭济源
受保护的技术使用者:黑龙江科技大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!