一种以粉末为原料制造电锤用高强度止动销的方法与流程
本发明涉及粉末冶金,特别涉及一种以粉末为原料制造电锤用高强度止动销的方法。
背景技术:
1、目前电锤用止动销采用铸造工艺制造。然而铸造工艺工序多,影响因素复杂,易产生许多缺陷,导致产品质量不稳定,且铸造工艺污染大,破坏自然环境、影响人体健康。
技术实现思路
1、针对现有技术的不足,本发明的目的是为了提供一种提高产品质量,绿色环保的以粉末为原料制造电锤用高强度止动销的方法。
2、为实现上述目的,本发明的以粉末为原料制造电锤用高强度止动销的方法采用的技术方案是:
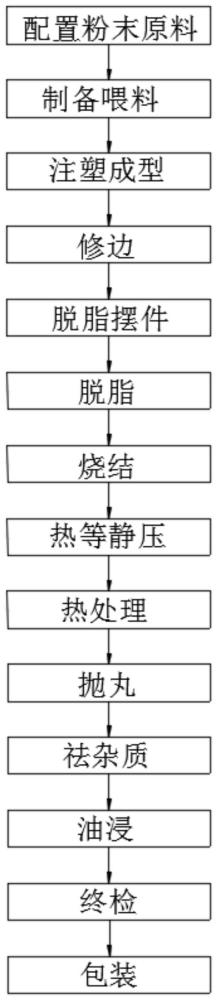
3、一种以粉末为原料制造电锤用高强度止动销的方法,包括如下步骤:
4、s1、配置粉末原料:将铁粉、铬粉、镍粉、钼粉和碳粉按比例混合均匀,其中,铬粉占比为0.9-1.2%,镍粉占比为0.9-1.2%,钼粉占比为0.15-0.3%,碳粉占比为0.3-0.4%,其余为铁粉;
5、s2、制备喂料:将配置好的粉末原料与聚乙二醇基粘结剂在双行星混炼机中于180℃、转速为40转/分钟的条件下混炼110-130分钟制成流变性能均匀的喂料,其中粉末装载量为60-65vol.%;
6、s3、注射成型:将喂料在注射成形机上通过模具直接注射成形,注射温度为190℃、注射压力为100mpa,得到生胚体;
7、s4、修边:手握生胚体,力量适中,用美工刀片或手术刀片修去飞边毛刺、修平水口,使产品表面光滑平整;
8、s5、脱脂摆件:将完成修边的生胚体按照排料方式放置于脱脂盘中;
9、s6、脱脂:将载有生胚体的脱脂盘放入脱脂炉进行脱脂,脱脂时间为1000分钟,温度为110±5℃;
10、s7、烧结:将脱脂胚体放入真空烧结炉,烧结温度为1280±5℃,烧结气氛为全程氮气,保温时间为3小时,得到烧结体;
11、s8、热等静压:将烧结体放入热等静压炉,温度为1100-1200℃,压力为100-200mpa,保温时间为60-120分钟,得到致密体;
12、s9、热处理:
13、s91、强渗:在渗碳炉内对致密体进行强渗,炉内温度到达910±5℃通入丙烷,碳势为1.0%,强渗时间为180分钟;
14、s92、扩散渗:在渗碳炉内对致密体进行扩散渗,炉内温度降至860±5℃通入丙烷,碳势为0.9%,扩散渗时间为30分钟;
15、s93、淬火:直接在860±5℃进行油淬,油温为90±5℃,油淬时间为40分钟;
16、s94、沥油:沥油时间为30分钟;
17、s95、碳氢清洗:去除致密体表面的油渍;
18、s96、回火:进行低温回火,回火温度为220℃,回火时间为90分钟;
19、s97、空冷;
20、s10、抛丸:利用抛丸机对热处理后的致密体进行表面处理;
21、s11、祛杂质:去除产品表面粘附的杂质;
22、s12、油浸:将产品完全浸没在防锈油浸机中,5-10s后静置沥干;
23、s13、终检:首先目测产品外观,确保工件表面无裂纹、碰伤、油污,再使用游标卡尺、轮廓仪、投影仪检查产品的外形轮廓,使用维氏硬度计测量产品的表面硬度和渗碳层,使用密度天平测量产品的密度;
24、s14、包装。
25、优选的,所述脱脂步骤中向脱脂炉内通入硝酸气体,硝酸气体的浓度≥90%。
26、优选的,所述排料方式为在脱脂盘顶部按6*6矩阵排布36片陶瓷片,每片陶瓷片上按2*3矩阵排布6个生胚体,生胚体侧放,并在生胚体的悬空处垫入陶瓷条,相邻的生胚体之间留出3毫米以上间隙。
27、优选的,所述抛丸机为50型或80型履带式抛丸机,每次投料20-30千克,抛丸时间为20-30分钟。
28、优选的,所述祛杂质步骤中采用的设备为超声波碳氢网带清洗机,清洗速度为50毫米/分钟,清洗温度为50℃。
29、本发明与现有技术相比,具有以下优点:
30、根据电锤用高强度止动销的性能要求,配置成粉末原料,制成喂料后通过注塑成型,产品尺寸的一致性高,热等静压提高了烧结体的致密性,进一步提高了材料的综合力学性能,再通过热处理提升产品的强度和耐磨度,从而极大地提高了产品质量,且制造过程绿色环保,符合当前工业生产要求。
技术特征:
1.一种以粉末为原料制造电锤用高强度止动销的方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的以粉末为原料制造电锤用高强度止动销的方法,其特征在于:所述脱脂步骤中向脱脂炉内通入硝酸气体,硝酸气体的浓度≥90%。
3.根据权利要求1所述的以粉末为原料制造电锤用高强度止动销的方法,其特征在于:所述排料方式为在脱脂盘顶部按6*6矩阵排布36片陶瓷片,每片陶瓷片上按2*3矩阵排布6个生胚体,生胚体侧放,并在生胚体的悬空处垫入陶瓷条,相邻的生胚体之间留出3毫米以上间隙。
4.根据权利要求1所述的以粉末为原料制造电锤用高强度止动销的方法,其特征在于:所述抛丸机为50型或80型履带式抛丸机,每次投料20-30千克,抛丸时间为20-30分钟。
5.根据权利要求1所述的以粉末为原料制造电锤用高强度止动销的方法,其特征在于:所述祛杂质步骤中采用的设备为超声波碳氢网带清洗机,清洗速度为50毫米/分钟,清洗温度为50℃。
技术总结
本发明公开了一种以粉末为原料制造电锤用高强度止动销的方法。该以粉末为原料制造电锤用高强度止动销的方法包括如下步骤:S1、配置粉末原料;S2、制备喂料;S3、注射成型;S4、修边;S5、脱脂摆件;S6、脱脂;S7、烧结;S8、热等静压;S9、热处理;S10、抛丸;S11、祛杂质;S12、油浸;S13、终检;S14、包装。本发明解决了采用铸造工艺制作的电锤用高强度止动销质量不稳定的问题。
技术研发人员:翟高华,唐彪,黄雁宇,黄元安,谢玉龙,李学勇
受保护的技术使用者:扬州海昌新材股份有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!