V法铸造造型自动覆膜方法与流程
本发明涉及v法铸造,具体为v法铸造造型自动覆膜方法。
背景技术:
1、v法铸造(v-process casting)是一种采用v型模具的铸造工艺。它是一种无砂铸造方法,通过在两个v型模具之间,填充可黏结的砂粉层并压实,形成一个靠近铸件形状的砂质模具来进行铸造。
2、在v法铸造的模体进行覆膜时,通常是采用将覆膜安装在电热炉丝的下方,对覆膜的四个边角进行固定,随后在电热炉的加热作用下,使得覆膜的中间位置下落接触在模具上,对模具进行覆膜处理,在此过程中,对于塑料膜的上料,通常是需要对塑料膜的边角位置进行单独固定上料。
3、在申请号为201010604763.9的专利文件中,公开了v法铸造造型自动覆膜装置,并具体公开了设置有自动进行覆膜的装置,以及设置定时加热,自动切断膜的设备,实现v法铸造的自动化处理,节约了人力。
4、在上述技术方案中,覆膜在和模具接触抽真空时,覆膜的边缘位置和模具进行挤压,将覆膜挤压在模具的边缘,实现对覆膜的密封处理,在抽真空时,由于模具的边缘位置由于其使用环境,常存在有沙子等杂质,造成模具在抽真空时,其覆膜的边缘位置存在褶皱或者少量漏气,致使覆膜成型时存在少量的褶皱,导致生成模体需要进行再次精细加工,以保证模体的质量。
技术实现思路
1、本发明的目的在于提供了v法铸造造型自动覆膜方法。
2、本发明所解决的技术问题为:解决现有技术中,覆膜和模具接触的边缘位置由于沙子等杂质的存在,导致覆膜直接出现褶皱或者少量漏气导致的覆膜出现褶皱的问题。
3、本发明可以通过以下技术方案实现:v法铸造造型自动覆膜方法,包括以下步骤:
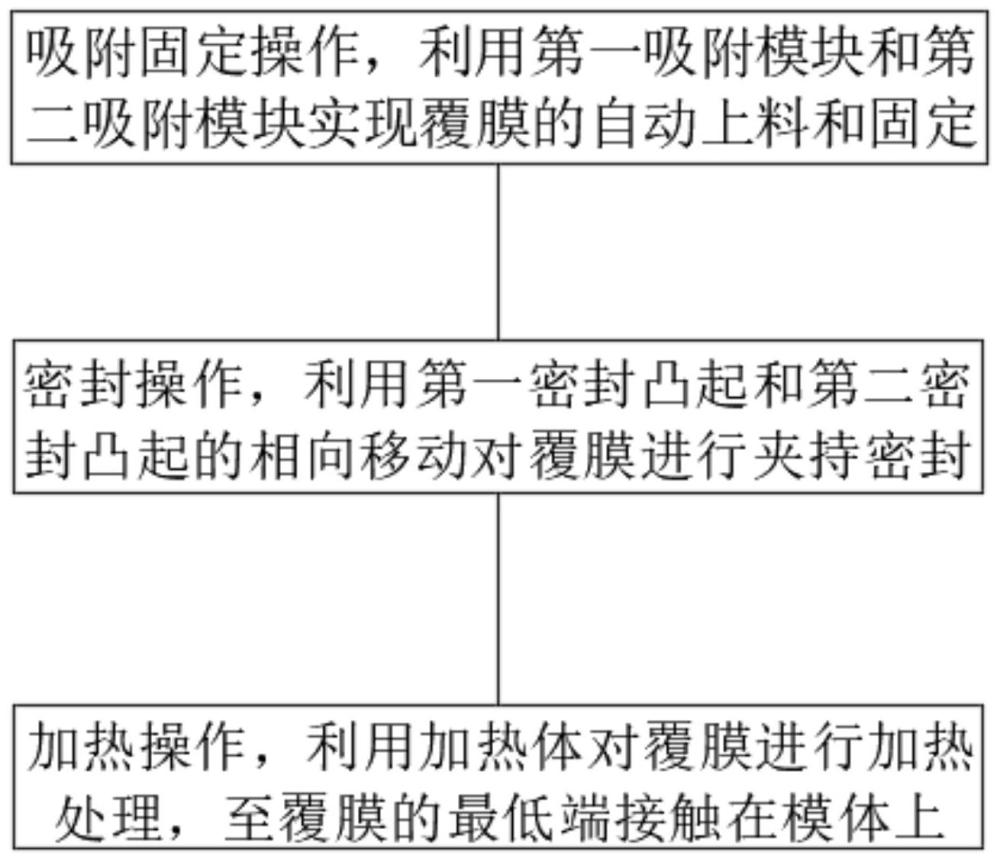
4、步骤一、吸附固定操作,利用第一吸附模块带动覆膜移动,将覆膜移动到模具的上方,利用第二吸附模块对覆膜远离第一吸附模块的一端进行固定;
5、步骤二、密封操作,利用外设的纵向设备带动第一吸附模块和第二吸附模块纵向移动,带动位于两组外设的纵向设备之间的密封组件进行纵向移动,控制第一安装横板向着第二安装横板的方向移动,在第一密封凸起接触到覆膜上方、第二密封凸起接触到覆膜下方时,控制第一安装横板持续纵向移动,将第一密封凸起带动覆膜移动到第二密封槽内部,将第二密封凸起带动覆膜移动到第一密封槽内部;
6、步骤三、加热操作,利用加热体对覆膜进行加热处理,在覆膜最低端接触在模具上时,将覆膜抽真空的方式覆盖在模体上。
7、本发明的进一步技术改进在于:还包括切割操作,在顶部固定板纵向移动时,带动切断组件的输出端接触在覆膜上,对覆膜进行切割处理。
8、本发明的进一步技术改进在于:在吸附组件操作时,利用滑轨组件的启动带动第一滑动块进行横向滑动,直至第一吸附面板位于送膜组件和第二吸附面板之间,控制第一吸附气缸纵向移动,利用第一吸附面板吸附在覆膜上。
9、本发明的进一步技术改进在于:在第二吸附模块操作时,利用滑轨组件控制第一吸附面板的位置,将覆膜拉平放置在模具上方,控制第二吸附气缸的启动,利用第二吸附面板对覆膜的顶端进行吸附固定。
10、本发明的进一步技术改进在于:在切割操作使用时,利用顶部固定板纵向移动,使得第一弧形支撑板纵向移动,第一弧形支撑板解除在第一转动杆上,对第一支撑杆下压,控制转动切刀进行转动,在转动切刀转动到最低端时,对覆膜进行切割。
11、本发明的进一步技术改进在于:在切割操作结束时,控制顶部固定板纵向移动,在扭簧的作用下,第一转动杆紧贴在第一弧形支撑板上,随着第一固定支撑板的升高,第一转动杆移动到最高端,转动切刀远离覆膜。
12、本发明的进一步技术改进在于:在加热体使用时,通过加热体加热覆膜,对覆膜的中间位置按照一定的速度鼓入一定量的气体,控制覆膜中间位置的下垂。
13、与现有技术相比,本发明具备以下有益效果:
14、1、本申请通过设置有密封操作,即在使用时由于覆膜穿过第一安装横板和第二安装横板,在第一安装横板进行移动时,首先第一密封凸起和第二密封凸起分别接触在覆膜的上表面和下表面,当第一密封凸起继续向下移动时,使得将覆膜的部分随着第一密封凸起压入到第二密封槽的内部,而在第二密封凸起的作用下,将覆膜的部分随着第二密封凸起进入到第一密封槽的内部,从而实现对覆膜的夹持和密封作用,解决现有技术中,对覆膜进行覆盖时,其侧边可能产生空隙,导致覆膜在覆盖过程中膜体出现褶皱的问题,从而能够保证覆膜覆盖的效果。
15、2、本申请通过利用动力机构的启动带动丝杆或者螺杆进行转动,从而调整第一滑动块的横向位置,即控制第一吸附面板的横向位置,使得第一吸附面板靠近第二吸附面板,随后利用第一吸附气缸的作用,控制第一吸附面板靠近覆膜,对覆膜进行吸附,随后控制第一吸附面板进行反向移动,实现对覆膜的拉伸上料,直至第一吸附面板到达设定位置后,利用第二吸附气缸的启动,控制第二吸附面板接触在覆膜上,对覆膜的两边进行夹持处理,实现覆膜的稳定和自动上料,从而能够实现覆膜较为平齐的进行下压密封,保证覆膜在经过密封操作过程中,其表面不会产生褶皱,从而保证覆膜覆盖的效果。
16、3、本申请通过在外设的纵向设备带动顶部固定板进行纵向移动时,控制第一弧形支撑板进行纵向移动,从而对着第一转动杆进行下压,此时压板逐渐靠近限位凸起,在第一转动杆克服扭簧的扭转力时,带动转动切刀进行转动,使得转动切刀接触在覆膜上,对覆膜进行切割处理,在模体覆膜结束后,利用外设的纵向设备带动第一弧形支撑板进行纵向移动,从而在扭簧的作用下,提供一个回弹力,使得压板向上弹起,此过程能够在密封时对覆膜进行切断,在尚未密封时,可以根据模具的尺寸等随时进行调整第一吸附模块的位置,调整覆膜的尺寸,避免由于切割出不符合尺寸的覆膜,导致的残次品的出现。
技术特征:
1.v法铸造造型自动覆膜方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的v法铸造造型自动覆膜方法,其特征在于,还包括切割操作,在顶部固定板(5)纵向移动时,带动切断组件(6)的输出端接触在覆膜上,对覆膜进行切割处理。
3.根据权利要求1所述的v法铸造造型自动覆膜方法,其特征在于,在吸附组件(2)操作时,利用滑轨组件(4)的启动带动第一滑动块(21)进行横向滑动,直至第一吸附面板(23)位于送膜组件(8)和第二吸附面板(24)之间,控制第一吸附气缸(22)纵向移动,利用第一吸附面板(23)吸附在覆膜上。
4.根据权利要求3所述的v法铸造造型自动覆膜方法,其特征在于,在第二吸附模块操作时,利用滑轨组件(4)控制第一吸附面板(23)的位置,将覆膜拉平放置在模具上方,控制第二吸附气缸(25)的启动,利用第二吸附面板(24)对覆膜的顶端进行吸附固定。
5.根据权利要求2所述的v法铸造造型自动覆膜方法,其特征在于,在切割操作使用时,利用顶部固定板(5)纵向移动,使得第一弧形支撑板(62)纵向移动,第一弧形支撑板(62)解除在第一转动杆(64)上,对第一支撑杆(64)下压,控制转动切刀(66)进行转动,在转动切刀(66)转动到最低端时,对覆膜进行切割。
6.根据权利要求5所述的v法铸造造型自动覆膜方法,其特征在于,在切割操作结束时,控制顶部固定板(5)纵向移动,在扭簧的作用下,第一转动杆(64)紧贴在第一弧形支撑板(62)上,随着第一固定支撑板(62)的升高,第一转动杆(64)移动到最高端,转动切刀(66)远离覆膜。
7.根据权利要求1所述的v法铸造造型自动覆膜方法,其特征在于,在加热体(91)使用时,通过加热体(91)加热覆膜,对覆膜的中间位置按照一定的速度鼓入一定量的气体,控制覆膜中间位置的下垂。
技术总结
本发明涉及V法铸造造型自动覆膜方法,涉及V法铸造技术领域,包括密封操作,利用外设的纵向设备带动第一吸附模块和第二吸附模块纵向移动,带动位于两组外设的纵向设备之间的密封组件进行纵向移动,控制第一安装横板向着第二安装横板的方向移动,在第一密封凸起接触到覆膜上方、第二密封凸起接触到覆膜下方时,控制第一安装横板持续纵向移动,将第一密封凸起带动覆膜移动到第二密封槽内部,将第二密封凸起带动覆膜移动到第一密封槽内部。本申请通过设置有密封操作,实现对覆膜的夹持和密封作用,解决现有技术中,对覆膜进行覆盖时,其侧边可能产生空隙,导致覆膜在覆盖过程中膜体出现褶皱的问题,从而能够保证覆膜覆盖的效果。
技术研发人员:陈维新,鲍刘虎,陈胜,沈茂林,胡朝辉
受保护的技术使用者:安徽省凤形新材料科技有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!