一种带有Ta-W涂层的钛合金炮管制退器的制备方法与流程
本发明涉及表面,尤其涉及一种带有ta-w涂层的钛合金炮管制退器的制备方法。
背景技术:
1、各类大炮炮管的出口部位常常配置制退器,以降低炮弹发射时的后坐力,但普通的炮钢材料在高温高压的燃气作用下容易发生高温气流冲刷和烧蚀,从而导致制退器内壁发生早期失效,另外,钢制制退器重量较大,会对炮管产生较大的弯曲应力;因此,一方面需要减轻制退器的重量,另一方面需要对制退器内壁进行涂层保护;传统的方法是对制退器进行镀铬,以提高火炮制退器的耐高温气流的烧蚀和冲刷性能;虽然镀铬能在一定程度上提高制退器的使用寿命,但镀铬层固有微裂纹易扩展,以至形成贯穿界面的大裂纹,基体形成脆性的灰区和白区,最终镀层剥落,因此,镀铬对制退器的防护效果有限;研究发现更高性能的镀层需要满足:高熔点、良好的高温强度、可抵抗反应性火药气体的烧蚀、热机械性能与基体相匹配、结合良好,且需一定厚度以保护制退器由于热作用引起的机械强度降低;钽和钨以高熔点著称,应用广泛;钽及其氧化物的高温力学性能也符合制退器工况要求;经实弹靶试表现出较好的耐烧蚀性能;纯钽(ta )添加钨(w)元素有望进一步提高 ta 涂层的耐高温气流烧蚀和冲刷性能,如果制退器用钽和钨的合金来整体制造,则一方面成本太高,另一方面钽钨合金的密度大,大重量制退器还会导致炮管受到过大弯曲应力,因此,采用厚度很小的ta-w 涂层对轻质钛合金制退器内壁防护是一个好的办法,但钽和钨的还原电位较负,不能直接从水溶液获得,而熔融盐电镀虽然可以实现钽和钨的熔盐电镀,但熔盐电镀温度较高,容易导致基体零件显微组织变化和性能降低,因此,急需研制内壁带有抗烧蚀涂层的轻质制退器零件。
技术实现思路
1、本发明的目的是在于克服、补充现有技术中存在的不足,提供一种带有ta-w涂层的钛合金炮管制退器的制备方法,首先采用3d打印的方法制备高强度和低密度的钛合金制退器,然后采用激光熔覆在制退器内壁熔覆ta-w 涂层,以提高制退器抗高温气流冲刷和烧蚀性能。
2、本发明采用的技术方案是:
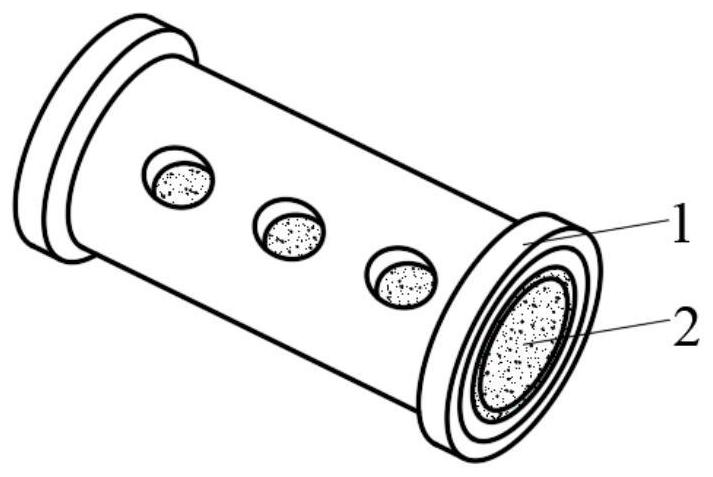
3、一种带有ta-w涂层的钛合金炮管制退器的制备方法,其中:钛合金炮管制退器包括环形本体和设置于环形本体内壁的ta-w涂层,制备方法包括以下步骤:
4、步骤s1.采用激光3d打印技术打印钛合金制退器的环形本体;
5、步骤s2.对打印出的环形本体内壁进行车削和清洗;
6、步骤s3:将内壁预处理好的环形本体夹持在工作台上进行同步送ta和w粉的混合粉末进行多道次激光熔覆,在环形本体内壁形成ta-w涂层;
7、步骤s4.将熔覆的ta-w涂层进行机加工,机加工获得的内孔尺寸精度不低于it7,表面粗糙度不高于ra6.3,得到带有ta-w涂层的钛合金炮管制退器。
8、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s1中用于环形本体打印的材料为双相钛合金粉末,根据零件尺寸选择不同的3d打印技术来成型,小尺寸制退器采用激光选区熔化技术,小尺寸制退器长宽高尺寸最大为250mm*250mm*215mm),超过该尺寸的大尺寸制退器采用激光熔化沉积技术,激光选区熔化技术所用粉末粒度为15-53μm,激光熔化沉积技术所用粉末粒度为53-150μm。
9、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s2中车削速度为30-60米/分钟,车削时的进给量为0.05-0.15毫米/转,车削深度为0.5-1.5毫米。
10、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s3中激光熔覆的激光功率为0.8-1kw,光束扫描速率为100-200mm/min,光斑尺寸为1.2-1.5mm,激光熔覆过程采用流量为6-8l/min氩气保护,搭接为50%)。
11、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s3中ta和w粉的混合粉末粒度为15-53μm,按质量百分数计,混合粉末中包括75-95%的钽粉和5-25%的钨粉。
12、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s3中激光熔覆制备的ta-w涂层厚度为0.6mm,各道次之间的搭接率为50%。
13、优选的是,所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其中:步骤s4中带有ta-w涂层的钛合金炮管制退器的ta-w涂层厚度为0.2-0.4mm。
14、本发明的优点:
15、(1)本发明带有ta-w涂层的钛合金炮管制退器的制备方法,首先采用3d打印的方法制备高强度和低密度的钛合金制退器,并结合外部结构设计以降低制退器的重量,然后采用激光熔覆在制退器内壁熔覆ta-w 涂层,形成与制退器基体呈现高强度冶金结合的ta-w涂层,从而显著提高制退器抗高温气流冲刷和烧蚀性能。
技术特征:
1.一种带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:钛合金炮管制退器包括环形本体(1)和设置于环形本体(1)内壁的ta-w涂层(2),制备方法包括以下步骤:
2.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s1中用于环形本体(1)打印的材料为双相钛合金粉末,根据制退器尺寸选择不同的3d打印技术来成型,小尺寸制退器采用激光选区熔化技术,激光选区熔化技术所用粉末粒度为15-53μm,大尺寸制退器采用激光熔化沉积技术,激光熔化沉积技术所用粉末粒度为53-150μm。
3.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s2中车削速度为30-60米/分钟,车削时的进给量为0.05-0.15毫米/转,车削深度为0.5-1.5毫米。
4.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s3中ta和w粉的混合粉末粒度为15-53μm。
5.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s3中激光熔覆制备的ta-w涂层厚度为0.6mm,各道次之间的搭接率为50%;按质量百分数计,混合粉末中包括75-95%的钽粉和5-25%的钨粉。
6.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s3中激光熔覆的激光功率为0.8-1kw,光束扫描速率为100-200mm/min,光斑尺寸为1.2-1.5mm,激光熔覆过程采用流量为6-8l/min氩气保护,搭接率为50%。
7.根据权利要求1所述的带有ta-w涂层的钛合金炮管制退器的制备方法,其特征在于:步骤s4中带有ta-w涂层的钛合金炮管制退器的ta-w涂层厚度为0.2-0.4mm。
技术总结
本发明提供一种带有Ta‑W涂层的钛合金炮管制退器的制备方法,制备方法包括以下步骤:步骤S1:采用激光3D打印技术打印钛合金制退器的环形本体;步骤S2:对打印出的环形本体内壁进行车削和清洗;步骤S3:将内壁预处理好的环形本体夹持在工作台上进行同步送Ta和W粉的混合粉末进行激光熔覆,在环形本体内壁形成Ta‑W涂层;步骤S4:将熔覆的Ta‑W涂层进行机加工,得到带有Ta‑W涂层的钛合金炮管制退器。本发明首先采用3D打印的方法制备高强度和低密度的钛合金制退器,以降低制退器的重量,然后采用激光熔覆在制退器内壁熔覆Ta‑W涂层,形成与制退器基体呈现高强度冶金结合的Ta‑W涂层,从而显著提高制退器抗高温气流冲刷和烧蚀性能。
技术研发人员:章倩,戴熠帆
受保护的技术使用者:无锡市福莱达石油机械有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!