工件打磨的控制方法、打磨系统、电子设备与流程
本发明涉及工件打磨领域,具体涉及一种工件打磨的控制方法、打磨系统、电子设备。
背景技术:
1、传统打磨普遍使用人工打磨的方式,手工打磨的作业方式往往需要多次打磨、劳动强度大、效率低,打磨的质量和稳定性得不到保证。目前机器打磨方式可以代替人工去完成,但若机器人打磨力设置不当打磨加工时容易产生大的位移量或是径向力,造成零件损坏。
技术实现思路
1、为了克服现有技术中打磨作业方式中加工时容易产生大的位移量或是径向力,造成零件损坏这一缺点。本发明提供一种工件打磨的控制方法、打磨系统、电子设备。
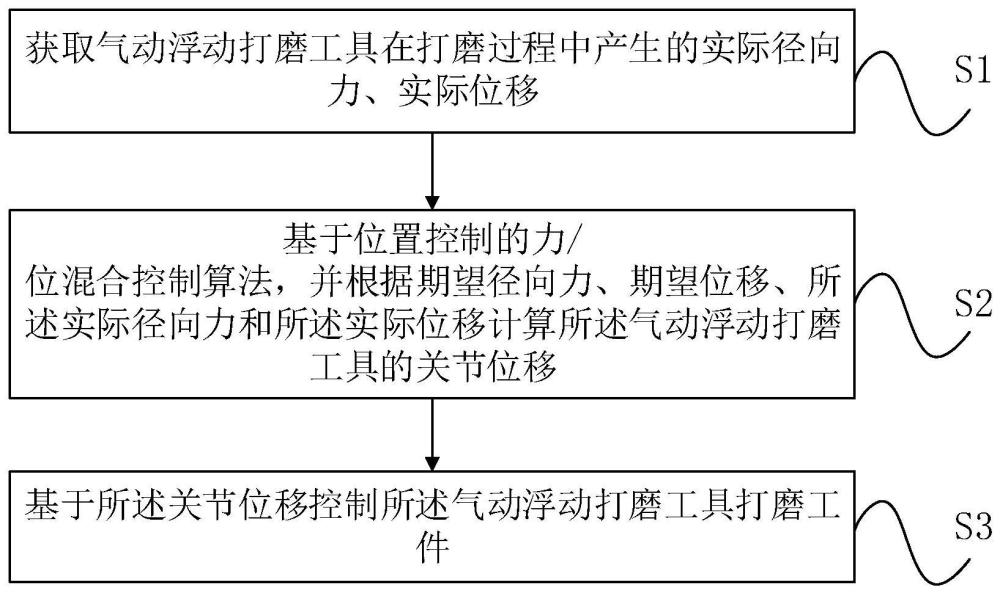
2、第一方面,提供一种工件打磨的控制方法,所述控制方法包括:获取气动浮动打磨工具在打磨过程中产生的实际径向力、实际位移;基于位置控制的力/位混合控制算法,并根据期望径向力、期望位移、所述实际径向力和所述实际位移计算所述气动浮动打磨工具的关节位移;基于所述关节位移控制所述气动浮动打磨工具打磨工件。
3、可选地,计算所述关节位移的公式如下:
4、
5、其中,xc为所述关节位移,xf为力环的控制率、xp为位置控制律的输出量,kpp、kpd为位置pd控制的系数,kfp、kfi为力pi控制的系数,xd为工具笛卡尔空间的期望位移,fd为期望径向力,xe为工具笛卡尔空间的实际位移,fe为所述实际径向力,s为对角矩阵。
6、可选地,基于所述关节位移控制所述气动浮动打磨工具打磨工件,包括:对所述关节位移利用运动学逆解得到关节角位移;根据所述关节角位移控制所述气动浮动打磨工具打磨工件。
7、可选地,计算所述关节位移之前,还包括:
8、获取所述工件的三维模型和所述气动浮动打磨工具的位姿;
9、根据所述三维模型生成所述工件的打磨路径;
10、根据所述位姿和所述打磨路径确定所述期望位移。
11、可选地,获取所述气动浮动打磨工具的位姿,包括:
12、获取包含所述气动浮动打磨工具与所述工件的视觉图像;
13、对所述视觉图像进行图像识别,以确定所述位姿。
14、第二方面提供一种打磨系统,所述打磨系统包括:
15、气动浮动打磨工具;
16、采集组件,用于采集所述气动浮动打磨工具在打磨时过程中产生的实际径向力和实际位移;
17、控制器,分别与所述气动浮动打磨工具和所述采集组件连接,所述控制器用于基于位置控制的力/位混合控制算法,并根据期望径向力、期望位移、所述实际径向力和所述实际位移计算所述气动浮动打磨工具的关节位移;
18、所述控制器还用于基于所述关节位移控制所述气动浮动打磨工具打磨工件。
19、可选地,所述气动浮动打磨工具包括:浮动打磨主轴、第一进气接头、第二进气接头、第一调压阀和第二调压阀;
20、所述第一进气接头通过第一管路外接气源,所述第一调压阀设于所述第一管路上;
21、所述第二进气接头通过第二管路外接气源,所述第二调压阀设于所述第二管路上;
22、所述控制器分别与所述第一调压阀和第二调压阀连接,所述控制器用于控制所述第一调压阀的开度以控制所述浮动打磨主轴转动,所述控制器还用于控制所述第二调压阀的开度以控制所述浮动打磨主轴浮动;其中,所述开度根据实际径向力和转速所确定。
23、可选地,还包括:
24、视觉系统,获取包含所述气动浮动打磨工具与所述工件的视觉图像,并对所述视觉图像进行图像识别,以确定所述气动浮动打磨工具的位姿;所述位姿用于确定所述期望位移。可选地,还包括:
25、打磨工作台,用于承载所述工件;移动组件,设于所述打磨工作台下方;
26、所述控制器还用于根据所述位姿控制所述移动组件,以使所述移动组件带动所述打磨工作台移动至所述气动浮动打磨工具的打磨范围内。
27、第三方面,提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现上述任一项所述的打磨方法。
28、本发明的积极进步效果在于:本发明采用了浮动打磨工具,结合力/位混合控制算法,实时计算气动浮动打磨工具的关节位移,进而根据该关节位移控制气动浮动打磨工具对工件进行打磨的径向力,可以避免打磨过程中打磨力设置不当对工件的损坏,实现对工件的快速精准打磨加工;且自动打磨的方式,解决了人工打磨难点,提高了打磨效率。
技术特征:
1.一种工件打磨的控制方法,其特征在于,所述控制方法包括:
2.根据权利要求1所述的方法,其特征在于,计算所述关节位移的公式如下:
3.根据权利要求1或2所述的方法,其特征在于,基于所述关节位移控制所述气动浮动打磨工具打磨工件,包括:
4.根据权利要求1或2所述的方法,其特征在于,计算所述关节位移之前,还包括:
5.根据权利要求4所述的方法,其特征在于,获取所述气动浮动打磨工具的位姿,包括:
6.一种打磨系统,其特征在于,所述打磨系统包括:
7.根据权利要求6所述的打磨系统,其特征在于,所述气动浮动打磨工具包括:浮动打磨主轴、第一进气接头、第二进气接头、第一调压阀和第二调压阀;
8.根据权利要求6所述的打磨系统,其特征在于,还包括:
9.根据权利要求8所述的打磨系统,其特征在于,还包括:
10.一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1至5任一项所述的控制方法。
技术总结
本发明公开了工件打磨的控制方法、打磨系统、电子设备。所述控制方法包括:获取气动浮动打磨工具在打磨过程中产生的实际径向力、实际位移;基于位置控制的力/位混合控制算法,并根据期望径向力、期望位移、所述实际径向力和所述实际位移计算所述气动浮动打磨工具的关节位移;基于所述关节位移控制所述气动浮动打磨工具打磨工件。能够在打磨加工时控制位移量和径向力,避免零件损坏,对于复杂零件进行快速精准的加工,解决人工打磨难点,提高打磨工作效率。
技术研发人员:孙泽军,张韬,彭添晨,张伯强
受保护的技术使用者:上海电气集团股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!