一种连铸机零段安装基座形变在线监测装置及方法与流程
本申请涉及检测领域,具体而言,涉及一种连铸机零段安装基座形变在线监测装置及方法。
背景技术:
1、连铸机是通过二冷水在扇形段的作用下将钢水拉矫冷凝成铸坯的核心装备,其功能精度对铸坯产品质量有着决定性影响。连铸机扇形段中最重要的是零段,它承接着将结晶器内钢水冷凝后带初期坯壳的铸坯往下拉矫的作用,由于坯壳的厚度较薄,所以结晶器下方足辊与零段连铸辊之间的弧度必须精确控制,一旦弧度出现较大偏差,铸坯在下拉过程中会受到较大阻力进而发生多次矫直,不仅会对结晶器液面造成较大波动,而且会在铸坯表面形成边角裂,影响产品质量。
2、由于连铸机扇形段的零段是安装在零段安装基座上的,所以零段安装基座的实际位置对结晶器和零段连铸辊之间的弧度有着决定性影响,但由于零段安装基座长期使用之后会出现磨损、轻微变形等问题,这样就会导致零段实际安装位置发生偏差,进而导致结晶器和零段连铸辊之间的弧度发生偏差,导致铸坯批量性产品质量缺陷,而且由于零段安装基座的形变不易察觉,所以也会影响设备和工艺人员对质量缺陷的分析和判断。
3、因此,需要一种连铸机零段安装基座形变在线监测的装置及方法来有效监测零段安装基座形变量以保证铸机精度并提醒作业人员进行调整或更换。
技术实现思路
1、本申请的目的在于提供一种连铸机零段安装基座形变在线监测装置及方法,其能够快速有效监测零段安装基座形变量以保证铸机精度来提醒作业人员进行调整或更换。
2、本申请是这样实现的:
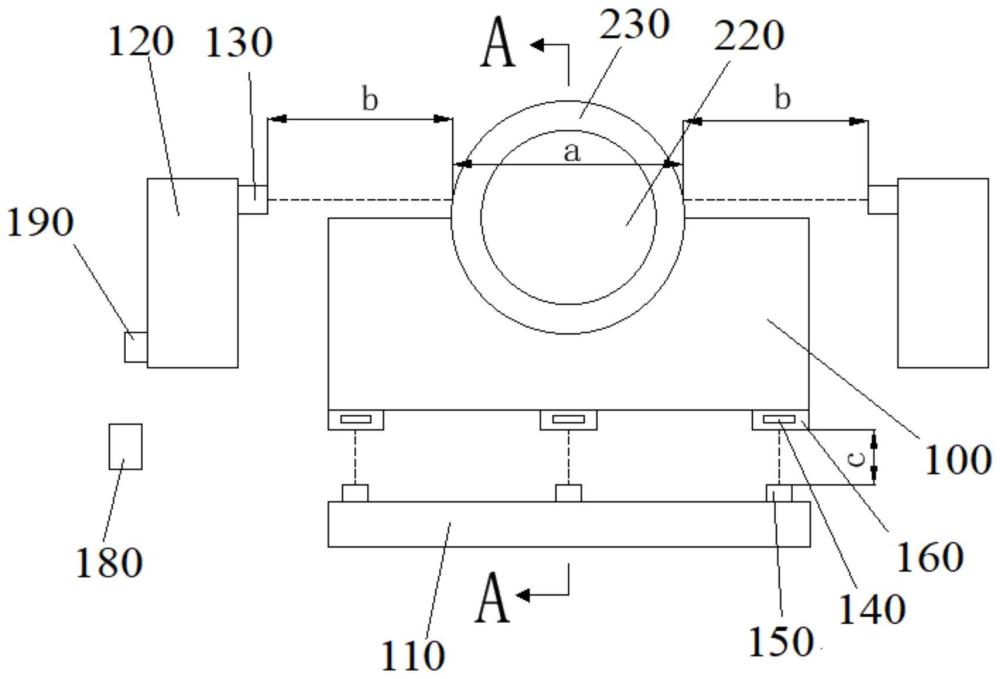
3、本申请提供一种连铸机零段安装基座形变在线监测装置,其包括两个固定底板及两对侧部固定板,两个固定底板分别设于两个零段安装基座下方,两对侧部固定板分别设于两个固定底板上方两侧,两个侧部固定板相邻一侧分别设有用于检测零段安装基座距离的第一激光测距仪,两个零段安装基座的底部分别连接有三个沿其长度方向间隔布置的角度仪,两个固定底板顶面分别设有用于检测对应零段安装基座上角度仪距离的第二激光测距仪。
4、在一些可选的实施方案中,角度仪外套设有连接于对应零段安装基座底部的保护壳,第二激光测距仪用于检测对应保护壳的距离。
5、在一些可选的实施方案中,每对侧部固定板分别与对应的固定底板两端通过固定支架连接。
6、在一些可选的实施方案中,还包括控制器和与控制器电连接的报警器,控制器分别与第一激光测距仪、角度仪和第二激光测距仪电连接。
7、本申请还提供了一种连铸机零段安装基座形变在线监测方法,其是使用上述连铸机零段安装基座形变在线监测装置进行的,包括以下步骤:
8、步骤一、将两个零段安装基座上的旧的零段吊走后,记录各个角度仪检测角度记为θi,i为1,2,3;θi∈(-s,+s)则进入到步骤二,s为系统允许测量偏差,否则进入步骤三;
9、步骤二、将各个第二激光测距仪的测量值分别记录为xm,m为1,2,3;如果-l≤xm-c≤+l时进入步骤四;否则进入步骤三;l为系统允许测量偏差,c为第二激光测距仪和角度仪的实际距离;
10、步骤三、xm-c-l>0或xm-c-l<0时,判断对应的角度仪处发生向上或向下偏移;
11、步骤四、对偏移的零段安装基座进行调整后,将新的零段落在零段安装基座上,记录进入步骤四的次数n,每进入一次步骤四则n=n+1,n的初始值为0,如果n<2时进入步骤一;如果n≥2时,n的计数清零进入步骤五;
12、步骤五、分别记录第一激光测距仪的读数,记为yj,j为1,2;如果-h≤yj-b≤+h,进入步骤七,否则进入步骤六;h为系统允许测量偏差;b为第一激光测距仪与对应零段安装基座支撑铜套的距离;
13、步骤六、当(e-h)≤(y1+y2)≤(e+h)时,h≤y1-b判断零段安装基座整体向后方偏移或者安装孔磨损,h>y1-b判断零段安装基座整体向前方偏移或者安装孔磨损;当|y1+y2-e|>h时,判断零段安装基座整体向上方偏移或者安装孔内有集渣;e为两个相对布置的第一激光测距仪分别与对应铜套之间的初始距离之和;
14、步骤七、对零段安装基座进行调整后,完成零段更换。
15、在一些可选的实施方案中,完成零段更换后还包括以下步骤:
16、步骤八、记录各个角度仪检测角度记为θi,i为1,2,3;θi∈(-s,+s),s为系统允许测量偏差则进入到步骤九;否则进入步骤十;
17、步骤九、将各个第二激光测距仪的测量值分别记录为xm,m为1,2,3;如果-l≤xm-c≤+l时进入步骤四;否则进入步骤十;l为系统允许测量偏差,c为第二激光测距仪和角度仪的实际距离;
18、步骤十、xm-c-l>0或xm-c-l<0时,判断对应的角度仪处发生向上或向下偏移;
19、步骤十一、分别记录第一激光测距仪的读数,记为yj,j为1,2;如果-h≤yj-b≤+h,进入步骤十三,否则进入步骤十二;h为系统允许测量偏差;b为第一激光测距仪与对应零段安装基座支撑铜套的距离;
20、步骤十二、当(e-h)≤(y1+y2)≤(e+h)时,h≤y1-b判断零段安装基座整体向后方偏移或者安装孔磨损,h>y1-b判断零段安装基座整体向前方偏移或者安装孔磨损;当|y1+y2-e|>h时,判断零段安装基座整体向上方偏移或者安装孔内有集渣;e为两个相对布置的第一激光测距仪分别与对应铜套之间的初始距离之和;
21、步骤十三、返回步骤一进行零段更换或返回步骤八。
22、本申请的有益效果是:本申请提供的连铸机零段安装基座形变在线监测装置包括两个固定底板及两对侧部固定板,两个固定底板分别设于两个零段安装基座下方,两对侧部固定板分别设于两个固定底板上方两侧,两个侧部固定板相邻一侧分别设有用于检测零段安装基座距离的第一激光测距仪,两个零段安装基座的底部分别连接有三个沿其长度方向间隔布置的角度仪,两个固定底板顶面分别设有用于检测对应零段安装基座上角度仪距离的第二激光测距仪。本申请提供的连铸机零段安装基座形变在线监测装置及方法能够快速有效监测零段安装基座形变量以保证铸机精度来提醒作业人员进行调整或更换。
技术特征:
1.一种连铸机零段安装基座形变在线监测装置,其特征在于,其包括两个固定底板及两对侧部固定板,两个所述固定底板分别设于两个零段安装基座下方,两对所述侧部固定板分别设于两个所述固定底板上方两侧,两个所述侧部固定板相邻一侧分别设有用于检测所述零段安装基座距离的第一激光测距仪,两个所述零段安装基座的底部分别连接有三个沿其长度方向间隔布置的角度仪,两个所述固定底板顶面分别设有用于检测对应所述零段安装基座上所述角度仪距离的第二激光测距仪。
2.根据权利要求1所述的连铸机零段安装基座形变在线监测装置,其特征在于,所述角度仪外套设有连接于对应所述零段安装基座底部的保护壳,所述第二激光测距仪用于检测对应所述保护壳的距离。
3.根据权利要求1所述的连铸机零段安装基座形变在线监测装置,其特征在于,每对所述侧部固定板分别与对应的所述固定底板两端通过固定支架连接。
4.根据权利要求1所述的连铸机零段安装基座形变在线监测装置,其特征在于,还包括控制器和与所述控制器电连接的报警器,所述控制器分别与所述第一激光测距仪、所述角度仪和所述第二激光测距仪电连接。
5.一种连铸机零段安装基座形变在线监测方法,其特征在于,其是使用如权利要求1至4中任一项所述的连铸机零段安装基座形变在线监测装置进行的,包括以下步骤:
6.根据权利要求5所述的连铸机零段安装基座形变在线监测方法,其特征在于,完成零段更换后还包括以下步骤:
技术总结
一种连铸机零段安装基座形变在线监测装置及方法,涉及检测领域。连铸机零段安装基座形变在线监测装置包括两个固定底板及两对侧部固定板,两个固定底板分别设于两个零段安装基座下方,两对侧部固定板分别设于两个固定底板上方两侧,两个侧部固定板相邻一侧分别设有用于检测零段安装基座距离的第一激光测距仪,两个零段安装基座的底部分别连接有三个沿其长度方向间隔布置的角度仪,两个固定底板顶面分别设有用于检测对应零段安装基座上角度仪距离的第二激光测距仪。本申请提供的连铸机零段安装基座形变在线监测装置及方法能够快速有效监测零段安装基座形变量以保证铸机精度来提醒作业人员进行调整或更换。
技术研发人员:刘洋,李飞,郭国红,金明勇,邓攀,欧阳德刚,辜海芳,李华,胡念慈,严开勇
受保护的技术使用者:武汉钢铁有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!