一种含Cr合金表面涂层的制备方法与流程
本发明涉及表面处理,尤其涉及一种含cr合金表面涂层的制备方法。
背景技术:
1、表面涂层技术作为满足航空航天、机械加工、石化冶金等领域日益严苛的服役工况,延长零部件使用寿命的有效方法,通过成分调控和微观结构优化不断提升涂层的功能特性尤为重要。为了提升工件表面硬度和耐磨性、耐高温性能同时具有低摩擦系数,可以通过等离子喷涂制备硬质涂层。
2、等离子喷涂/超音速火焰喷涂的过程是利用喷枪将气体雾化后的合金粉末喷涂到基体上,喷涂过程中,高速飞行的粒子在射流中停留时间很短,不可避免的会形成一些未熔化的区域和气孔,影响涂层质量和服役性能。同时,通过压缩空气冷却基体可能导致涂层残余应力过大,使得涂层内部和结合界面产生应力而导致涂层容易脱落。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种不脱落,摩擦性能和力学性能好的含cr合金表面涂层的制备方法。
2、为解决上述技术问题,本发明采用以下技术方案:
3、一种含cr合金表面涂层的制备方法,包括以下步骤:
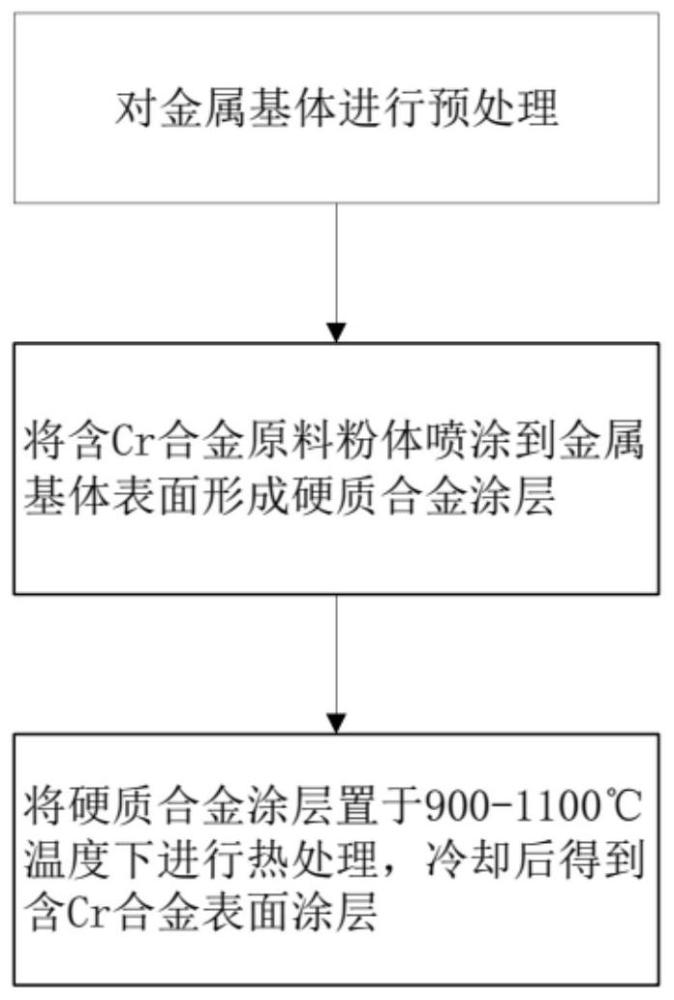
4、s1,对金属基体进行预处理;
5、s2,将含cr合金原料粉体喷涂到金属基体表面形成硬质合金涂层;所述含cr合金原料各组分原子百分比为:co 50~51%;mo 20~21%;cr 20~21%;si 7~9%;
6、s3,将硬质合金涂层置于900~1100℃温度下进行热处理,冷却后得到含cr合金表面涂层。
7、作为对上述技术方案的进一步改进:
8、所述步骤s3中,所述热处理时间为0.5~1h。在该时间范围内,热处理时,合金原料中的cr能够在表面形成氧化铬薄膜,能保护薄膜内部基体,时间太短无法形成薄膜,时间太长不节能。
9、所述步骤s1中,所述预处理为:先对金属基体进行清洗去除表面杂质再进行喷砂处理。
10、所述步骤s2中,所述喷涂为等离子喷涂或超音速火焰喷涂。
11、所述步骤s2中,所述含cr合金原料的粒径为15~45μm。
12、所述步骤s3中,所述含cr合金表面涂层的厚度为10~500μm。
13、所述步骤s1中,所述金属基体为内燃机薄壁缸套。
14、所述步骤s1中,所述内燃机薄壁缸套为38crmoal缸套。
15、所述步骤s2中,所述喷涂时采用的保护气和送粉气为氩气,次气为氢气。
16、与现有技术相比,本发明的优点在于:
17、本发明的一种含cr合金表面涂层的制备方法,在喷涂合金原料后再进行高温热处理,热处理时,合金原料中的cr能够在表面形成氧化铬薄膜,能保护薄膜内部基体,热处理能够同时提高含cr硬质合金涂层的硬度和韧性,热处理后涂层的晶粒尺寸增大,延展性和韧性也得到增强,在高温下热处理涂层的更均匀和致密的微观结构也有助于提高它们的硬度和断裂韧性,满足目标产品需求,解决金属零部件表面易磨损和涂层耐磨性有限的问题,以改善含cr合金涂层的力学和摩擦学性能,保证涂层的硬度、耐磨性、耐高温和低摩擦系数等满足要求,同时也使得涂层具有较高的结合强度和韧性,能够显著提升金属零部件表面耐磨性和服役寿命。
技术特征:
1.一种含cr合金表面涂层的制备方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的制备方法,其特征在于:所述步骤s3中,所述热处理时间为0.5~2h。
3.根据权利要求1所述的制备方法,其特征在于:所述步骤s1中,所述预处理包括以下步骤:先对金属基体进行清洗去除表面杂质,再进行喷砂处理。
4.根据权利要求1所述的制备方法,其特征在于:所述步骤s2中,所述喷涂为等离子喷涂或超音速火焰喷涂。
5.根据权利要求1所述的制备方法,其特征在于:所述步骤s2中,所述含cr合金原料的粒径为15~45μm。
6.根据权利要求1所述的制备方法,其特征在于:所述步骤s3中,所述含cr合金表面涂层的厚度为10~500μm。
7.根据权利要求1所述的制备方法,其特征在于:所述步骤s1中,所述金属基体为内燃机薄壁缸套。
8.根据权利要求7所述的制备方法,其特征在于:所述步骤s1中,所述内燃机薄壁缸套为38crmoal缸套。
9.根据权利要求1所述的制备方法,其特征在于:所述步骤s2中,所述喷涂时采用的保护气和送粉气为氩气,次气为氢气。
技术总结
本发明公开了一种含Cr合金表面涂层的制备方法,包括以下步骤:S1,对金属基体进行预处理;S2,将含Cr合金原料粉体喷涂到金属基体表面形成硬质合金涂层;所述含Cr合金原料各组分原子百分比为:Co 50~51%;Mo 20~21%;Cr 20~21%;Si 7~9%;S3,将硬质合金涂层置于900~1100℃温度下进行热处理,冷却后得到含Cr合金表面涂层。本发明制备的涂层具有不脱落、摩擦性能和力学性能好的的优点。
技术研发人员:谢焕钧,徐长云,刘爽华,孟伟,刘国亮
受保护的技术使用者:中国航发中传机械有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!