一种浸入式水口及其密封控制方法与流程
本发明属于炼钢,特别是涉及一种浸入式水口及其密封控制方法。
背景技术:
1、在转炉冶炼的过程中,通过氧枪向铁水中吹入氧气脱碳,同时钢中的磷、硫、硅元素不断被氧化去除,钢液温度明显升高。在转炉冶炼的终点,钢中的氧含量较高,因此在精炼过程中加入纯铝、硅锰、硅钙钡等进行脱氧,在钢中形成大量氧化物夹杂。在后续精炼处理过程中,部分夹杂物可以上浮去除,但仍有部分夹杂物无法被完全去除,而遗留至钢水中,在浇铸过程中,这些夹杂物容易附着于浸入式水口内壁形成结瘤,尤其是铝脱氧钢种,如超低碳钢,当浸入式水口的内壁结瘤严重时,钢液无法流出,导致连铸生产中断。
2、为了解决浸入式水口的结瘤难题,减少连铸生产过程的浇铸中断事故,现有的浇铸过程中广泛采用吹氩技术,具体就是在中间包塞棒或在浸入式水口吹入氩气,以减小夹杂物在浸入式水口内壁的附着几率,同时间断性地流股冲刷浸入式水口的内壁,促进初生结瘤物脱落,降低浸入式水口的堵塞几率,延长浇铸时间。然而,在实际应用的过程中,当前的吹氩技术有以下不足之处:(1)吹入的氩气与钢液接触后,气体温度迅速升高,气泡体积膨胀能达到10倍左右,非常容易形成大尺寸的气泡,此外,在钢液流动的湍流作用下,小尺寸气泡相互聚合长大,形成大尺寸的气泡,进入结晶器的大尺寸气泡在浮力作用下快速上浮,直接冲击钢渣界面,造成扰动卷渣,从而会降低连铸坯的质量;(2)由于浇铸流股对浸入式水口内壁的间断性的冲刷,促进水口内部附着的大尺寸夹杂物脱落,并随流股进入结晶器中,在高拉速的条件下,当大尺寸的夹杂物无法被快速去除时,将被凝固前沿捕获,遗留至连铸坯的内部,连铸坯形成的卷渣和大尺寸夹杂物缺陷均无法在后期的轧制过程中被消除,最终遗留到轧材中,严重时甚至会直接导致轧材的降级或报废。
技术实现思路
1、为解决上述问题,本发明提供的一种浸入式水口及其密封控制方法,能够减少钢液与浸入式水口内壁的接触,避免钢中合金元素与浸入式水口内壁的耐火材料发生反应、钢中夹杂物在浸入式水口的附着长大以及钢液冷凝堵塞水口,更好的保证浇铸稳定顺行,提高连铸坯的质量。
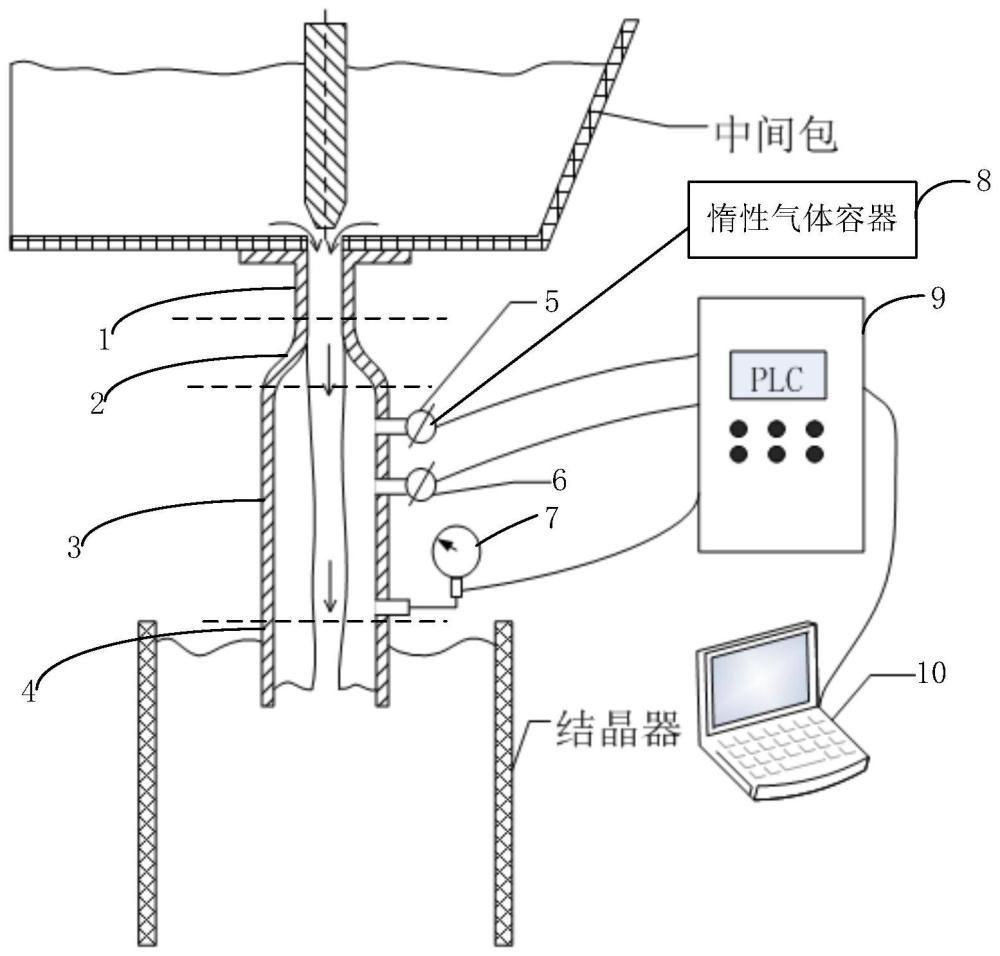
2、本发明提供的一种浸入式水口,整体为两端开口的管状,包括从顶部向底部依次设置的引流区、分离区、惰性气体密封区和冲击区,其中,所述惰性气体密封区和所述冲击区的内径大于所述引流区的内径,所述分离区的内径从顶部向底部逐渐从所述引流区的内径过渡到所述惰性气体密封区和所述冲击区的内径,且所述惰性气体密封区开设有惰性气体进口阀、惰性气体出口阀和气压感应装置,所述惰性气体进口阀连通至惰性气体容器,所述惰性气体出口阀连通至外部环境,所述惰性气体进口阀、所述惰性气体出口阀和所述气压感应装置共同电连接至气压控制装置,所述气压控制装置用于控制所述惰性气体密封区的气压保持在预设气压值。
3、优选的,在上述浸入式水口中,所述惰性气体密封区和所述冲击区的内径是所述引流区的内径的1.5倍至2.0倍。
4、优选的,在上述浸入式水口中,所述分离区的竖向截面形状为双曲线型。
5、优选的,在上述浸入式水口中,所述预设气压值为96.6kpa至103.4kpa。
6、优选的,在上述浸入式水口中,所述惰性气体为氩气。
7、优选的,在上述浸入式水口中,所述气压控制装置为plc装置。
8、优选的,在上述浸入式水口中,所述气压控制装置还连接至计算机。
9、本发明提供的一种浸入式水口的密封控制方法,利用上面任一项所述的浸入式水口,包括:
10、通过气压感应装置获取所述惰性气体密封区的当前惰性气体压力;
11、计算所述当前惰性气体压力与所述预设气压值之间的气压差值;
12、当所述气压差值为正值且超过第一气压差值阈值时,控制开启所述惰性气体出口阀向外部环境中排气。
13、优选的,在上述浸入式水口的密封控制方法中,所述计算所述当前惰性气体压力与所述预设气压值之间的气压差值之后,还包括:
14、当所述气压差值为负值且低于第二气压差值阈值时,控制开启所述惰性气体进口阀引入惰性气体。
15、优选的,在上述浸入式水口的密封控制方法中,所述计算所述当前惰性气体压力与所述预设气压值之间的气压差值之后,还包括:
16、当所述气压差值大于所述第二气压差值阈值且小于所述第一气压差值阈值时,不进行操作。
17、通过上述描述可知,本发明提供的上述浸入式水口,由于其整体为两端开口的管状,包括从顶部向底部依次设置的引流区、分离区、惰性气体密封区和冲击区,其中,所述惰性气体密封区和所述冲击区的内径大于所述引流区的内径,所述分离区的内径从顶部向底部逐渐从所述引流区的内径过渡到所述惰性气体密封区和所述冲击区的内径,且所述惰性气体密封区开设有惰性气体进口阀、惰性气体出口阀和气压感应装置,所述惰性气体进口阀连通至惰性气体容器,所述惰性气体出口阀连通至外部环境,所述惰性气体进口阀、所述惰性气体出口阀和所述气压感应装置共同电连接至气压控制装置,所述气压控制装置用于控制所述惰性气体密封区的气压保持在预设气压值,因此能够减少钢液与浸入式水口内壁的接触,避免钢中合金元素与浸入式水口内壁的耐火材料发生反应、钢中夹杂物在浸入式水口的附着长大以及钢液冷凝堵塞水口,更好的保证浇铸稳定顺行,提高连铸坯的质量。本发明提供的上述密封控制方法具有同样的优点。
技术特征:
1.一种浸入式水口,其特征在于,整体为两端开口的管状,包括从顶部向底部依次设置的引流区、分离区、惰性气体密封区和冲击区,其中,所述惰性气体密封区和所述冲击区的内径大于所述引流区的内径,所述分离区的内径从顶部向底部逐渐从所述引流区的内径过渡到所述惰性气体密封区和所述冲击区的内径,且所述惰性气体密封区开设有惰性气体进口阀、惰性气体出口阀和气压感应装置,所述惰性气体进口阀连通至惰性气体容器,所述惰性气体出口阀连通至外部环境,所述惰性气体进口阀、所述惰性气体出口阀和所述气压感应装置共同电连接至气压控制装置,所述气压控制装置用于控制所述惰性气体密封区的气压保持在预设气压值。
2.根据权利要求1所述的浸入式水口,其特征在于,所述惰性气体密封区和所述冲击区的内径是所述引流区的内径的1.5倍至2.0倍。
3.根据权利要求2所述的浸入式水口,其特征在于,所述分离区的竖向截面形状为双曲线型。
4.根据权利要求3所述的浸入式水口,其特征在于,所述预设气压值为96.6kpa至103.4kpa。
5.根据权利要求4所述的浸入式水口,其特征在于,所述惰性气体为氩气。
6.根据权利要求5所述的浸入式水口,其特征在于,所述气压控制装置为plc装置。
7.根据权利要求6所述的浸入式水口,其特征在于,所述气压控制装置还连接至计算机。
8.一种浸入式水口的密封控制方法,其特征在于,利用如权利要求1-7任一项所述的浸入式水口,包括:
9.根据权利要求8所述的浸入式水口的密封控制方法,其特征在于,所述计算所述当前惰性气体压力与所述预设气压值之间的气压差值之后,还包括:
10.根据权利要求9所述的浸入式水口的密封控制方法,其特征在于,所述计算所述当前惰性气体压力与所述预设气压值之间的气压差值之后,还包括:
技术总结
本申请公开了一种浸入式水口,整体为两端开口的管状,包括从顶部向底部依次设置的引流区、分离区、惰性气体密封区和冲击区,其中,惰性气体密封区和冲击区的内径大于引流区的内径,且惰性气体密封区开设有惰性气体进口阀、惰性气体出口阀和气压感应装置,三者共同电连接至气压控制装置,气压控制装置用于控制惰性气体密封区的气压保持在预设气压值,该浸入式水口能够减少钢液与浸入式水口内壁的接触,避免钢中合金元素与浸入式水口内壁的耐火材料发生反应、钢中夹杂物在浸入式水口的附着长大以及钢液冷凝堵塞水口,更好的保证浇铸稳定顺行,提高连铸坯的质量。本申请还公开了一种浸入式水口的密封控制方法,具有同样的优点。
技术研发人员:姜东滨,谢鑫,吴晨辉,李阳
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!