一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法
本发明涉及金属表面改性,尤其涉及一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法。
背景技术:
1、高碳钢因具有较高的硬度和热稳定性,常用于模具、汽车零部件以及桥梁等领域,但高碳钢表面精加工是零部件制造过程中的一项重要工序。因高碳钢硬度较高,常规机械抛光方法效率较低、难度较大。并且对磨料硬度具有较高要求,此外机械加工产生的粉尘对操作者危害较大。机械抛光虽存在上述弊端,但抛光后表面粗糙度降至ra为0.5μm。
2、电子束表面抛光是一种非接触式表面处理方法,通过高能量电子束束流轰击金属表面,使其熔化进而形成“自抛光”效果。该方法为热抛光工艺,可突破机械抛光对于磨削工具的壁垒,然而,依靠熔融金属重力和表面张力复合作用下形成的“自抛光”效果较为有限,电子束抛光后高碳钢表面粗糙度最低只能降至1.5μm左右,无法达到机械抛光实现的表面粗糙度效果。
技术实现思路
1、本发明所要解决的技术问题是提供一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,以解决现有技术中存在的上述问题,获得高光洁度表面的高碳钢。
2、本发明解决上述技术问题的技术方案如下:一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,包括以下步骤:
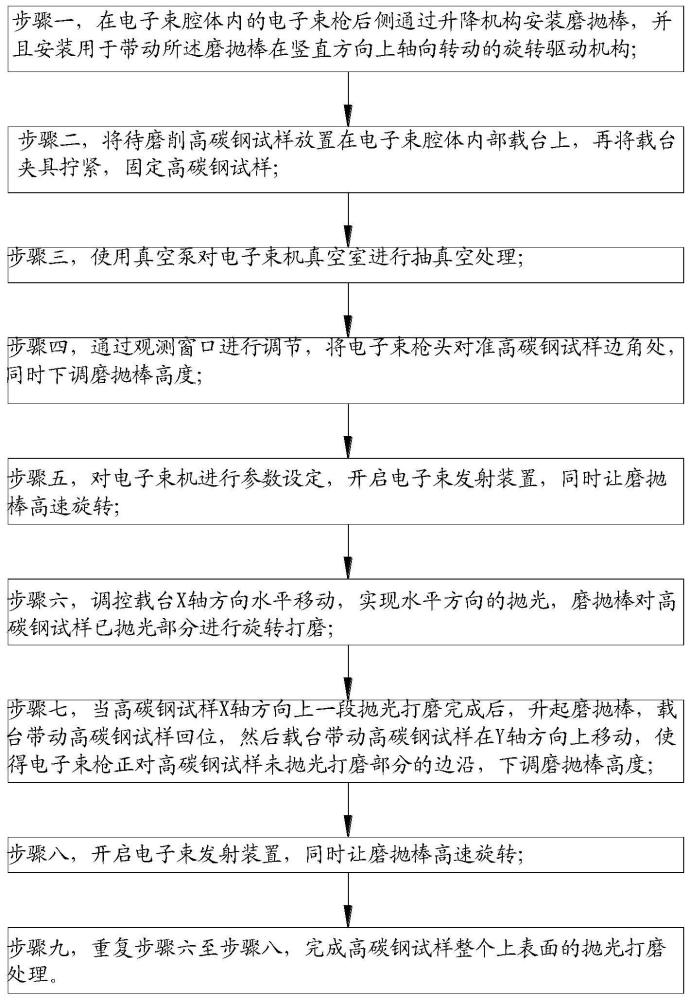
3、步骤一,在电子束腔体内的电子束枪后侧通过升降机构安装磨抛棒,并且安装用于带动所述磨抛棒在竖直方向上轴向转动的旋转驱动机构;
4、步骤二,将待磨削高碳钢试样放置在电子束腔体内部载台上,再将载台夹具拧紧,固定高碳钢试样;
5、步骤三,使用真空泵对电子束机真空室进行抽真空处理;
6、步骤四,通过观测窗口进行调节,将电子束枪头对准高碳钢试样边角处,同时下调磨抛棒高度;
7、步骤五,对电子束机进行参数设定,开启电子束发射装置,同时让磨抛棒高速旋转;
8、步骤六,调控载台x轴方向水平移动,实现水平方向的抛光,磨抛棒对高碳钢试样已抛光部分进行旋转打磨;
9、步骤七,当高碳钢试样x轴方向上一段抛光打磨完成后,升起磨抛棒,载台带动高碳钢试样回位,然后载台带动高碳钢试样在y轴方向上移动,使得电子束枪正对高碳钢试样未抛光打磨部分的边沿,下调磨抛棒高度;
10、步骤八,开启电子束发射装置,同时让磨抛棒高速旋转;
11、步骤九,重复步骤六至步骤八,完成高碳钢试样整个上表面的抛光打磨处理。
12、本发明的有益效果是:本发明先使用高能量密度的电子束熔化高硬度试样表面,再通过磨抛棒高速旋转,使微熔状态下的金属液充分填充于低洼处,经磨抛处理后的试样表面光洁度远高于的电子束抛光后的光洁度,适用于硬度较高的钢材料,通过先熔化后液态抛光的方式,可实现无去除零损耗的镜面抛光效果。
13、在上述技术方案的基础上,本发明还可以做如下改进。
14、进一步,所述步骤一中,所述抛棒装采用中空抛棒装,所述抛棒装上设有封堵其内腔的旋钮,在将磨抛棒装夹前,拧开磨抛棒旋钮,向其内部注入液态干冰,然后拧紧磨抛棒旋钮。
15、采用上述进一步方案的有益效果是:磨抛棒为中空设计,内部填充干冰,可在磨抛同时依靠高过冷度快速实现液态金属凝固,达到106-108℃/s的冷却速度,从而显著细化试样表面晶粒。
16、进一步,所述步骤二中,在将待磨削高碳钢试样放置在电子束腔体内部载台上前先对待磨削高碳钢试样进行预处理,所述预处理包括:使用线切割设备将待磨削高碳钢加工成立方体块状的高碳钢试样,并将高碳钢试样放入煤油中清洗,去除表面残留各类油污。
17、采用上述进一步方案的有益效果是:将待磨削高碳钢加工成立方体块状的高碳钢试样,便于采用同一电子束机进行参数实现高碳钢试样六个面的打磨。
18、进一步,所述步骤三中,电子束机真空室真空度为6×10-2pa。
19、采用上述进一步方案的有益效果是:确保电子束抛光加工过程中真空度,从而确保抛光效果。
20、进一步,所述步骤一中,所述磨抛棒距所述电子束枪头距离为电子束下束直径的1.2-1.5倍。
21、采用上述进一步方案的有益效果是:磨抛棒和电子束枪头之间保持合适的距离,能保证在磨抛棒对经过电子束融化的高碳钢试样表面进行打磨时,高碳钢试样表面仍然处于一定的融化状态,确保打磨的效果。
22、进一步,所述步骤一中,所述升降机构通过xy轴移动机构安装在所述电子束腔体内。
23、采用上述进一步方案的有益效果是:升降机构通过xy轴移动机构安装在电子束腔体内的顶部,且位于电子束枪头旁,能方便根据电子束下束直径等参数需要调节磨抛棒与电子束枪头的距离。
24、进一步,所述步骤五中,电子束机进行参数设定为:电子束加速电压为60kv,聚焦电流为390ma,加速电流为3-7ma,束斑直径为5mm,载台水平移动速度为3-5mm/s。
25、进一步,所述步骤五、步骤六以及步骤八中,所述磨抛棒转速为300-500r/min。
26、采用上述进一步方案的有益效果是:采用上述参数,能确保抛光打磨效果,使得抛光后表面粗糙度ra可小于0.1μm。
技术特征:
1.一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤一中,所述抛棒装采用中空抛棒装,所述抛棒装上设有封堵其内腔的旋钮,在将磨抛棒装夹前,拧开磨抛棒旋钮,向其内部注入液态干冰,然后拧紧磨抛棒旋钮。
3.根据权利要求1所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤二中,在将待磨削高碳钢试样放置在电子束腔体内部载台上前先对待磨削高碳钢试样进行预处理,所述预处理包括:使用线切割设备将待磨削高碳钢加工成立方体块状的高碳钢试样,并将高碳钢试样放入煤油中清洗,去除表面残留各类油污。
4.根据权利要求1所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤三中,电子束机真空室真空度为6×10-2pa。
5.根据权利要求1所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤一中,所述磨抛棒距所述电子束枪头距离为电子束下束直径的1.2-1.5倍。
6.根据权利要求5所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤一中,所述升降机构通过xy轴移动机构安装在所述电子束腔体内。
7.根据权利要求1至6任一项所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤五中,电子束机进行参数设定为:电子束加速电压为60kv,聚焦电流为390ma,加速电流为3-7ma,束斑直径为5mm,载台水平移动速度为3-5mm/s。
8.根据权利要求1至6任一项所述的一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,其特征在于,所述步骤五、步骤六以及步骤八中,所述磨抛棒转速为300-500r/min。
技术总结
本发明涉及金属表面改性技术领域,尤其涉及一种可提升高碳钢表面光洁度的电子束熔融复合磨削方法,包括以下步骤:步骤一,安装磨抛棒;步骤二,将高碳钢试样放置在载台上;步骤三,抽真空;步骤四,将电子束枪头对准高碳钢试样边角处,下调磨抛棒高度;步骤五,开启电子束发射装置和磨抛棒;步骤六,调控载台水平移动,实现水平方向的抛光和打磨;步骤七,调节电子束枪和磨抛棒位置,使得电子束枪正对高碳钢试样未抛光打磨部分;步骤八,开启电子束发射装置和磨抛棒;步骤九,重复步骤六至步骤八,完成抛光打磨处理。本发明的有益效果是:适用于硬度较高的钢材料,通过先熔化后液态抛光的方式,可实现无去除零损耗的镜面抛光效果。
技术研发人员:李新凯,刘祺睿,陈向月,宋金杰,杨佳欣
受保护的技术使用者:桂林电子科技大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!