一种工程结构用EH36热轧H型钢异型坯的生产方法与流程
本发明属于钢铁生产,具体涉及一种工程结构用eh36热轧h型钢异型坯的生产方法,尤其涉及一种具有优良综合力学性能(高强度和优良的低温冲击韧性)的海洋工程结构用eh36热轧h型钢异型坯的生产方法。
背景技术:
1、我国陆地资源有限,因此开发海洋油气资源已经成为我国的重大国策。近年来,随着石油天然气越来越向深海方向发展,海洋装备制造业前景非常广阔,也拉动了包括h型钢在内的钢结构材料的需求,为海洋工程结构用h型钢提供了巨大的市场。
2、包钢根据自身技术装备特点,组织技术攻关,成功开发出海洋工程结构用eh36热轧h型钢,其相对于已经开发的fh32海洋工程结构用热轧h型钢(专利文献cn116752030a)具有更高的强度和更加优良的低温冲击韧性,将更加适合用于深海环境作为工程结构用钢。
技术实现思路
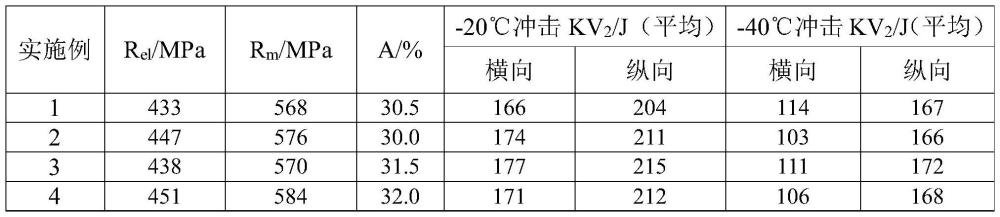
1、针对现有技术中存在的问题,本发明一个方面提供一种工程结构用eh36热轧h型钢异型坯的生产方法,其中所述工程结构用eh36热轧h型钢的力学性能满足:屈服强度≥433mpa,抗拉强度≥568mpa,-20℃横向冲击kv2≥166j,-20℃纵向冲击kv2≥204j,-40℃横向冲击kv2≥103j,-40℃纵向冲击kv2≥166j;
2、所述生产方法包括以下工艺:复吹转炉冶炼、lf精炼、异型坯连铸、铸坯冷却;其中:
3、在所述lf精炼工艺中,控制钢水的成分按照质量百分比计为:c 0.07%~0.10%、si0.15%~0.25%、mn 1.10%~1.40%、p≤0.025%、s≤0.025%、nb 0.020%~0.030%、v 0.03~0.05%,其余为fe和不可避免的杂质;
4、在所述异型坯连铸工艺中,全程采用保护浇注,过热度≤25℃,采用弱冷制度,入拉矫机前,控制铸坯腹板目标温度为910-920℃(例如912-918℃),铸坯翼缘目标温度为890-900℃,铸坯r角温度为975-985℃,采用恒拉速操作,拉速控制在0.8m/min-0.9m/min;
5、在所述铸坯冷却工艺中,连铸坯切割后先以2-5℃/s的冷却速度冷却至350-400℃,再堆垛缓冷48小时以上。
6、在一些实施方式中,在所述复吹转炉冶炼工艺中,终渣碱度按3.0控制,终点控制目标c≥0.03%,t≥1610℃,采用simn、mnfe脱氧合金化,终脱氧采用有al脱氧,在出钢过程中加入白灰,出钢挡渣。
7、在一些实施方式中,在所述lf精炼工艺中,精炼白渣操作,每次抬起电极后蘸渣样,根据炉渣颜色补加硅钙钡,根据炉渣黏度补加白灰,终渣要求白渣;全程进行吹ar操作,根据转炉钢水成份及温度进行脱硫、成份微调及升温操作;精炼后期加入铌铁和钒铁,软吹时间大于10min。
8、在一些实施方式中,所述工程结构用eh36热轧h型钢异型坯的断面尺寸为h555mm×440mm×105mm。
9、在一些实施方式中,在所述lf精炼工艺中,控制钢水的成分按照质量百分比计为:c0.07%~0.10%、si 0.15%~0.24%、mn 1.29%~1.35%、p≤0.015%、s≤0.015%、nb0.020%~0.029%、v 0.03~0.05%,其余为fe和不可避免的杂质。
10、本发明另一方面提供一种工程结构用eh36热轧h型钢异型坯,其由上述的方法生产获得。
11、本发明再一方面提供一种工程结构用eh36热轧h型钢,其由上述的工程结构用eh36热轧h型钢异型坯经轧制工艺获得。
12、在一些实施方式中,所述工程结构用eh36热轧h型钢的力学性能满足:屈服强度≥433mpa,抗拉强度≥568mpa,-20℃横向冲击kv2≥166j,-20℃纵向冲击kv2≥204j,-40℃横向冲击kv2≥103j,-40℃纵向冲击kv2≥166j。
13、本发明通过合理的化学成分设计,并结合连铸过程中的弱冷工艺,以及在异型坯冷却过程中首先以2-5℃/s的冷却速度冷却至350-400℃,再堆垛缓冷48小时以上,能够生产一种铸坯表面(表面裂纹率小于2%)及内部质量较好,且轧制后具有优良综合力学性能的工程结构用eh36热轧h型钢,其力学性能满足:屈服强度≥433mpa,抗拉强度≥568mpa,-20℃横向冲击kv2≥166j,-20℃纵向冲击kv2≥204j,-40℃横向冲击kv2≥103j,-40℃纵向冲击kv2≥166j,更适合用作深海环境的工程结构用钢。
技术特征:
1.一种工程结构用eh36热轧h型钢异型坯的生产方法,其特征在于,所述工程结构用eh36热轧h型钢的力学性能满足:屈服强度≥433mpa,抗拉强度≥568mpa,-20℃横向冲击kv2≥166j,-20℃纵向冲击kv2≥204j,-40℃横向冲击kv2≥103j,-40℃纵向冲击kv2≥166j;
2.根据权利要求1所述的生产方法,其特征在于,在所述复吹转炉冶炼工艺中,终渣碱度按3.0控制,终点控制目标c≥0.03%,t≥1610℃,采用simn、mnfe脱氧合金化,终脱氧采用有al脱氧,在出钢过程中加入白灰,出钢挡渣。
3.根据权利要求1或2所述的生产方法,其特征在于,在所述lf精炼工艺中,精炼白渣操作,每次抬起电极后蘸渣样,根据炉渣颜色补加硅钙钡,根据炉渣黏度补加白灰,终渣要求白渣;全程进行吹ar操作,根据转炉钢水成份及温度进行脱硫、成份微调及升温操作;精炼后期加入铌铁和钒铁,软吹时间大于10min。
4.根据权利要求1或2所述的生产方法,其特征在于,所述工程结构用eh36热轧h型钢异型坯的断面尺寸为h555mm×440mm×105mm。
5.根据权利要求1或2所述的生产方法,其特征在于,在所述lf精炼工艺中,控制钢水的成分按照质量百分比计为:c 0.07%~0.10%、si 0.15%~0.24%、mn 1.29%~1.35%、p≤0.015%、s≤0.015%、nb 0.020%~0.029%、v 0.03~0.05%,其余为fe和不可避免的杂质。
6.一种工程结构用eh36热轧h型钢异型坯,其由权利要求1-5中任一项所述的方法生产获得。
7.一种工程结构用eh36热轧h型钢,其由权利要求6所述的工程结构用eh36热轧h型钢异型坯经轧制工艺获得。
8.根据权利要求7所述的工程结构用eh36热轧h型钢,其力学性能满足:屈服强度≥433mpa,抗拉强度≥568mpa,-20℃横向冲击kv2≥166j,-20℃纵向冲击kv2≥204j,-40℃横向冲击kv2≥103j,-40℃纵向冲击kv2≥166j。
技术总结
本发明公开一种工程结构用EH36热轧H型钢异型坯的生产方法,其通过合理的化学成分设计,并结合连铸过程中的弱冷工艺,以及在异型坯冷却过程中首先以2‑5℃/s的冷却速度冷却至350‑400℃,再堆垛缓冷48小时以上,能够生产一种铸坯表面(表面裂纹率小于2%)及内部质量较好,且轧制后具有优良综合力学性能的工程结构用EH36热轧H型钢,其力学性能满足:屈服强度≥433MPa,抗拉强度≥568MPa,‑20℃横向冲击KV2≥166J,‑20℃纵向冲击KV2≥204J,‑40℃横向冲击KV2≥103J,‑40℃纵向冲击KV2≥166J,更适合用作深海环境的工程结构用钢。
技术研发人员:陈镇方,谢丽,黄禄璐,梁正伟,惠治国,张建军,赵美英
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!