一种使用LPBF工艺增材制造超薄零部件的离焦调控成形方法
本发明涉及增材制造,具体涉及一种使用lpbf工艺增材制造超薄零部件的离焦调控成形方法。
背景技术:
1、钛合金因其轻质、高强等优点逐渐被苹果等主要消费电子厂商所使用,用来做3c电子金属零部件,如苹果手表边框(如图1所示),这些3c电子产品的关键金属零部件呈现尺寸小且结构复杂的特征,包括超薄壁厚(约0.5mm)、微小孔(孔径约1mm)以及复杂曲面等。然而,钛合金韧性好且散热能力较差,导致在加工具有微细结构特征钛合金零部件时,存在切削难度高、加工精度不足、对刀具损耗较大等难点。lpbf技术作为一种以微米级激光作为能量源的金属增材制造技术,可以一次性完成高精度和高可控性制造过程,克服了传统方法加工钛合金的局限性,为3c电子产品核心零部件的钛合金制造提供了重要的途径。
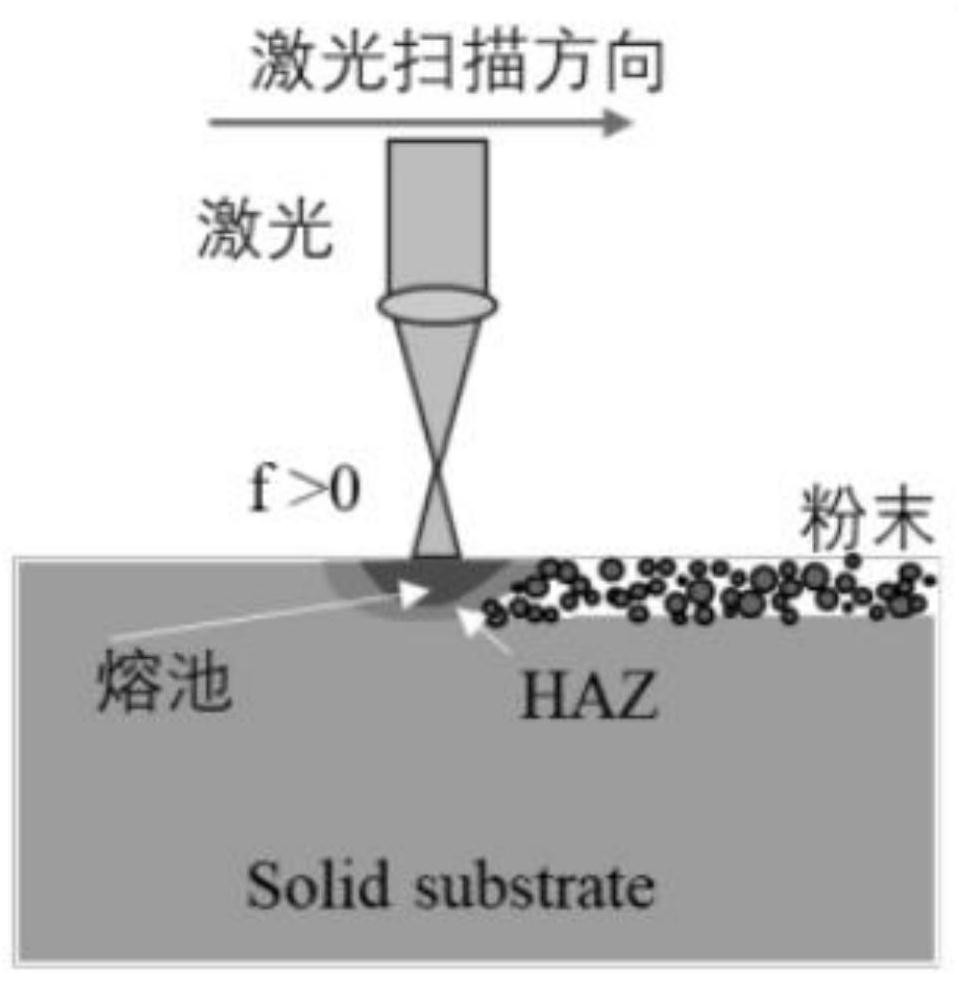
2、在lpbf工艺中,上百种激光参数对熔池形貌有很大的影响,其中之一为离焦量(defocusing distance,简称f),即打印平面与焦平面的距离。当前lpbf工艺均在焦平面上进行打印(f=0),但当激光的高斯能量分布的钟形曲线较窄、且无法有效实施光束整形时,想要获得较低的表面粗糙度则需要提高激光能量,从而进一步引起锁孔缺陷(keyholedefects)和表面氧化(surface oxidation),导致成形失败。
3、此外,上情况下熔池穿透量过深(penetrating depth,简称dp,如图2所示),如图3~4所示,熔池深度较大,会使表面粗糙度增加,对于lpbf薄壁金属的后处理(postprocessing)也极为不利,最终会导致超薄零部件成形难度增加、甚至失败。实验表明,在不同的离焦情况下,熔池的深度宽度如表1所示。
4、表1
5、
6、当离焦量为0时熔池的深度为层厚的数10倍以上,而离焦量为5mm时熔池的深度仅为层厚的若干倍,可见,传统的打印超薄零件的离焦不能较好地打印出符合要求的零件。
7、中国专利(cn107876770a)发明了一种基于slm工艺的带有薄壁结构的零件的增材制造方法,此方法提出对带有薄壁结构的零件中的薄壁结构部分添加工艺支撑,得到带有薄壁结构的零件的工艺模型,但是这种方法局限性也比较大,支撑的加入不仅对薄壁件的后续处理加工有很大的影响,也没有注意到常规打印熔池穿透量过深的问题,会导致上下表面质量欠佳
技术实现思路
1、本发明的目的在于避免现有技术中的不足之处而提供一种使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,该方法能够在无法实施光束整形时,通过使用正离焦激光来调控激光能量分布,进而优化熔池的穿透量,解决超薄零件的加工难题。
2、为实现上述目的,本发明提供以下技术方案:
3、提供一种使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,包括以下步骤:
4、步骤一、创建所需超薄零件的三维模型;
5、步骤二、将所需成形超薄零件的三维模型做分层处理;
6、步骤三、设置每一层的零件成形的激光扫描规划路径信息文件导入打印机;
7、步骤四、将所选金属粉末装载到打印机的工作台上,铺平后调整刮刀使得金属粉末均匀铺到成型缸上,以创建打印的第一层;
8、步骤六、使打印机的成形仓内抽真空或填充惰性气体以构成保护成形过程气氛环境;
9、步骤七、调整激光设备的激光焦点位置,使打印的激光焦点为正离焦,打印时,激光以正离焦激光光束扫描金属粉末层。
10、在一些实施方式中,所述超薄零件为3c电子产品。
11、在一些实施方式中,步骤三中,所述激光扫描规划路径信息文件包括激光功率、扫描速度以及扫描间距。
12、在一些实施方式中,步骤六中,所述惰性气体包括氮气和/或氩气。
13、在一些实施方式中,步骤七中,所述激光设备的激光焦点位置使得打印的激光焦点为正离焦的步骤包括:
14、通过调整激光设备的扩束镜改变激光形成正离焦;或通过下降所述工作台到制定的距离,形成所述正离焦。
15、在一些实施方式中,在调整所述正离焦的过程中,还包括以下步骤:
16、实时观察加工区域的熔池形态、加工表面质量和加工速度;
17、在不同激光功率、扫描速度等条件下进行多次微调焦点位置,实现找到最佳的焦点位置;
18、在调整激光焦点位置时,同时调整激光功率、扫描速度、层厚等,以实现最佳加工效果;
19、记录最佳焦点位置。
20、本发明一种使用lpbf工艺增材制造超薄零部件的离焦调控成形方法的有益效果:
21、本发明的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,该方法采用对激光离焦的方式,使激光为正离焦(正向离焦),对电子产品中超薄零部件、微小孔等核心零部件进行打印成形,此方法的基本原理在于采用正向离焦时,随着离焦距离的增加,光斑直径也增大,解决了高斯能量分布导致中央过热和外围粉末未能熔化的问题,从而将熔池模式从锁孔模式转变为传导模式,减少了熔池的穿透量,有效避免了因为激光能量过高导致氧化,表面质量差,以及由于熔池深度大导致翘曲的问题。
22、还提供一种超薄零部件,其特征在于,通过上述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法制得。
技术特征:
1.一种使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,所述超薄零件为3c电子产品。
3.根据权利要求1所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,步骤三中,所述激光扫描规划路径信息文件包括激光功率、扫描速度以及扫描间距。
4.根据权利要求1所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,步骤六中,所述惰性气体包括氮气和/或氩气。
5.根据权利要求1所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,步骤七中,所述激光设备的激光焦点位置使得打印的激光焦点为正离焦的步骤包括:
6.根据权利要求1所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法,其特征在于,在调整所述正离焦的过程中,还包括以下步骤:
7.一种超薄零部件,其特征在于,通过权利要求1~6任一项所述的使用lpbf工艺增材制造超薄零部件的离焦调控成形方法制得。
技术总结
本发明涉及水泥基材料技术领域,具体涉及一种使用LPBF工艺增材制造超薄零部件的离焦调控成形方法。该方法包括以下步骤:步骤一、创建所需超薄零件的三维模型;步骤二、将三维模型做分层处理;步骤三、将激光扫描规划路径信息文件导入打印机;步骤四、将所选金属粉末装载到打印机的工作台上,铺平后调整刮刀使得金属粉末均匀铺到成型缸上,以创建打印的第一层;步骤六、使打印机的成形仓内抽真空或填充惰性气体以构成保护成形过程气氛环境;步骤七、调整激光设备的激光焦点位置,使打印的激光焦点为正离焦,该方法通过使用正离焦激光来调控激光能量分布,进而优化熔池的穿透量,解决超薄零件的加工难题。
技术研发人员:杨洋,刘楚炀,王成勇,彭海雄,莫晓宇,卢冰文,黄正华,牛留辉,刘建业
受保护的技术使用者:广东工业大学
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!