一种激光熔覆修复ZL116铝合金的方法与流程
本发明涉及铝合金修复,具体为一种激光熔覆修复zl116铝合金的方法。
背景技术:
1、铝合金作为一种重要的有色金属材料,因具有比强度高、易于加工、耐蚀性好、导电导热性好等优点而广泛应用于航空航天领域。al-si-mg系铝合金是一类可热处理强化的铸造铝合金,在航空领域有重要应用。其中,zl116铝合金是在zl101的基础上添加入ti和be元素发展而来的铝合金,具有良好的综合力学性能,在飞机上的应用包括壳体、摇臂、支柱等。在zl116零部件实际服役过程中,易产生磨损、微裂纹等缺陷,这些缺陷将显著影响零部件的使用性能,可能导致零件报废,造成较大的经济损失,影响飞机飞行安全。
2、目前,航空领域通用的铝合金损伤件修复方法多为手工钨极氩弧焊,该方法存在热影响大、缺陷多、易变形等问题,通常只能恢复损伤件的外形尺寸,而对铝合金损伤件的性能恢复十分有限。
3、激光熔覆技术是一种以激光为热源,以粉末或丝材为原料,通过将原材料和表层基体熔化,获得表面熔覆层的技术。该技术的热影响小、获得的熔覆层稀释率低、缺陷少、性能优异,因而在功能涂层制备、零件修复等领域具有广泛的应用前景,可能应用于铝合金的修复。例如,在公开号为cn111593238a的专利中公开了一种激光同轴送粉增材制造铝合金粉末及其在修复5系铝合金中的应用。然而,众所周知,al-mn(3系)和al-si(5系)铝合金本身就具有良好的焊接性能,且这两类铝合金为不可热处理强化铝合金,激光熔覆或焊接后力学性能下降不多。对于可热处理强化铝合金的激光熔覆修复,则需要解决易产生气孔和裂纹等缺陷、修复后接头软化严重等问题。更为棘手的是,对于航空产品而言,一般在修复后不进行高温热处理,以避免改变原热处理状态。因此,如何对铝合金激光熔覆修复区缺陷进行控制,改善接头软化问题,实现激光增材修复铝合金的工程化应用,是当前需要攻克的难题。
技术实现思路
1、为了解决上述技术问题,本发明提出了一种激光熔覆修复zl116铝合金的方法。
2、本发明所要解决的技术问题采用以下技术方案来实现:
3、一种激光熔覆修复zl116铝合金的方法,包括以下步骤:
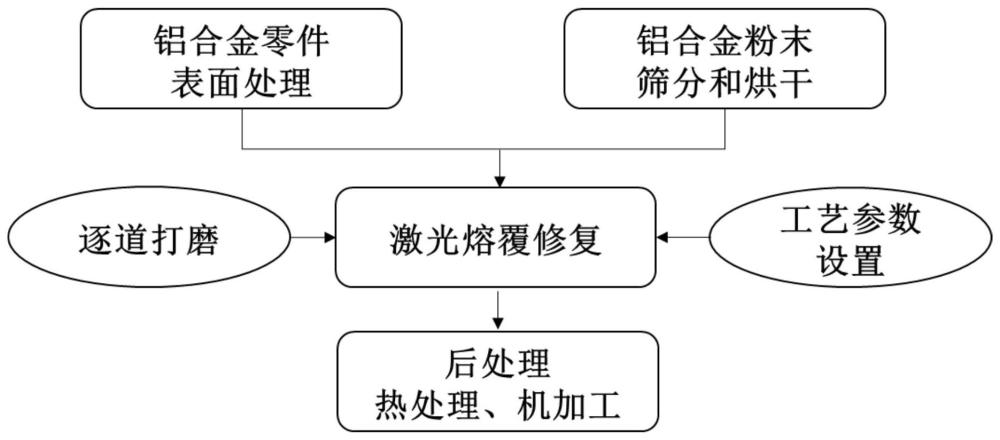
4、步骤1、zl116铝合金损伤件预处理:
5、用乙醇或丙酮对zl116铝合金损伤件表面进行清洗,去除表面油污,随后用喷砂机对zl116铝合金损伤件表面进行喷砂处理,或用打磨机对zl116铝合金损伤件表面进行打磨,去除氧化层;
6、步骤2、修复粉末预处理:
7、将铝合金粉末筛分,获得53-150μm的粉末,随后在80℃-120℃的温度下进行烘干2-6h;
8、步骤3、zl116铝合金损伤件表面修复:
9、步骤31、将待修复的zl116铝合金损伤件固定在zl116基板上,zl116基板加热到100℃-150℃并持续保温;
10、步骤32、打开激光熔覆机器人电源,随后依次打开水冷机、机器人、激光器,待设备稳定后,设定好工艺参数,规划好路径,打开保护气,开始送粉并打开激光,对待修复的zl116铝合金损伤件表面进行激光修复;
11、步骤33、每熔覆一道后,用打磨机对修复表面进行打磨,以去除氧化层,同时减小连续热影响带来的性能恶化,直至完成修复;
12、步骤4、zl116铝合金损伤件修复后的后处理:
13、对修复后的zl116铝合金损伤件进行时效处理,加热温度为160-180℃,保温时间为4-8h,随后空冷,然后对修复后的zl116铝合金损伤件进行机加工至尺寸和表面粗糙度满足工艺要求。
14、优选地,步骤二中铝合金粉末为alsi7mg、alsi10mg中的一种。
15、优选地,步骤二中铝合金粉末通过真空感应熔炼气雾化、等离子旋转电极中的一种制备方法进行制备。
16、优选地,步骤31中zl116基板的厚度若低于10mm,则在待修复的zl116铝合金损伤件背面垫一块厚度为1-3mm的薄板。
17、优选地,步骤32中激光熔覆的工艺参数为:激光功率为2kw-4kw,光斑直径为2-3mm,移动速度为5-15mm/s,粉桶转速为1-2r/min,载气流量为2-5l/min,保护气流量为10-20l/min,搭接率为40%-60%,每层抬升量为0.5-0.8mm,激光束与激光移动方向呈100°-110°夹角。
18、本发明的有益效果是:
19、本发明通过提供一种激光熔覆修复zl116铝合金的方法,以al-si-mg系铝合金粉末为原材料,运用同轴送粉激光熔覆方法,优化激光功率、扫描速度等参数,结合适当的前处理和后处理,使修复后的产品强度达到基材的80%以上,远远高于传统的氩弧焊技术的修复强度,大幅提升铝合金零部件的性能,有效解决了铝合金零部件修复面临的强硬度不足的难题。
技术特征:
1.一种激光熔覆修复zl116铝合金的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种激光熔覆修复zl116铝合金的方法,其特征在于:步骤二中铝合金粉末为alsi7mg、alsi10mg中的一种。
3.根据权利要求1所述的一种激光熔覆修复zl116铝合金的方法,其特征在于:步骤二中铝合金粉末通过真空感应熔炼气雾化、等离子旋转电极中的一种制备方法进行制备。
4.根据权利要求1所述的一种激光熔覆修复zl116铝合金的方法,其特征在于:步骤31中zl116基板的厚度若低于10mm,则在待修复的zl116铝合金损伤件背面垫一块厚度为1-3mm的薄板。
5.根据权利要求1所述的一种激光熔覆修复zl116铝合金的方法,其特征在于:步骤32中激光熔覆的工艺参数为:激光功率为2kw-4kw,光斑直径为2-3mm,移动速度为5-15mm/s,粉桶转速为1-2r/min,载气流量为2-5l/min,保护气流量为10-20l/min,搭接率为40%-60%,每层抬升量为0.5-0.8mm,激光束与激光移动方向呈100°-110°夹角。
技术总结
本发明涉及铝合金修复技术领域,具体为一种激光熔覆修复ZL116铝合金的方法,包括步骤1、ZL116铝合金损伤件预处理;步骤2、修复粉末预处理;步骤3、ZL116铝合金损伤件表面修复;步骤4、ZL116铝合金损伤件修复后的后处理:对修复后的ZL116铝合金损伤件进行时效处理,然后对修复后的ZL116铝合金损伤件进行机加工至尺寸和表面粗糙度满足工艺要求。本发明通过提供一种激光熔覆修复ZL116铝合金的方法,结合适当的前处理和后处理,使修复后的产品强度达到基材的80%以上,远远高于传统的氩弧焊技术的修复强度,大幅提升铝合金零部件的性能,有效解决了铝合金零部件修复面临的强硬度不足的难题。
技术研发人员:刘庆伟,范朝,袁晨风,张志强,胡家齐,程宗辉
受保护的技术使用者:国营芜湖机械厂
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!