一种增材制造用AlSi10Mg合金丝的制备方法
本发明涉及一种增材制造用alsi10mg合金丝的制备方法,属于电弧增材制造。
背景技术:
1、alsi10mg合金属于亚共晶铝硅合金,凝固区间小,流动性好,具有良好的可焊性、成型性及耐热性,其等温凝固的特点可降低铸件的开裂倾向,已在增材制造领域受到广泛关注。目前,该合金在增材制造领域的应用主要以金属粉末为原料,采用选区激光熔化(selective laser melting,slm)等技术成形结构复杂零部件。研究表明,此类制品的致密度可达99.90%以上,展现出优异的机械性能。
2、相比于以金属粉末为原料的slm等技术,以合金丝为原料的电弧增材制造技术(wire and arc additive manufacturing,waam)具有成形效率高、制造成本低、成形尺寸不受空间限制等优势,已引起众多研究机构的极大兴趣。但值得注意的是,alsi10mg合金在传统铸造过程形成的针状或板片状共晶硅相,会严重割裂铝基体进而降低塑性,使得合金丝的制备异常困难,制约了此类合金在采用waam制备大型铝合金构件中的规模化应用。
技术实现思路
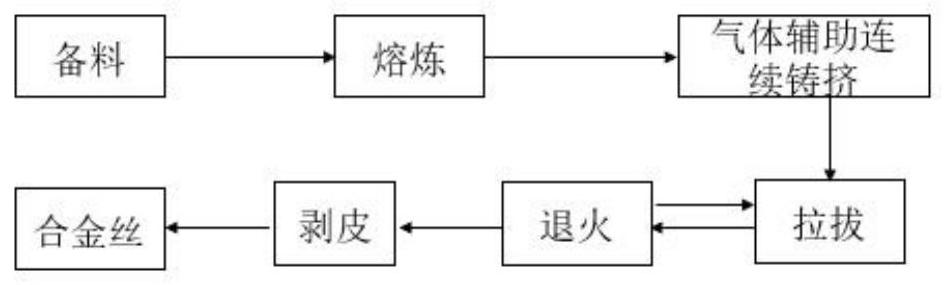
1、本发明的目的在于提供一种增材制造用alsi10mg合金丝的制备方法,旨在拓宽alsi10mg合金在增材制造领域的应用,具体包括以下步骤:
2、(1)备料:按质量百分比为si:9-11%、mg:0.3-0.6%;余量为al,分别称取铝硅中间合金、纯镁锭、及铝锭。
3、(2)熔炼:将铝硅中间合金、铝锭装入炉中熔化,当熔体温度达到750-800℃,保温30-60min,加入镁锭,搅拌至混合均匀,搅拌过程中熔体温度保持在750-800℃,最后在700-750℃下保温30-60min,完成熔炼。
4、(3)通过气体辅助连续铸挤制备alsi10mg合金杆:熔炼后的金属熔体从位于挤压轮上方已预热好的漏斗中流入挤压轮槽,在惰性气体作用下,熔体紧贴挤压轮轮槽壁铺展开来并开始凝固,凝固中的坯料遇堵头后开始堆积并逐渐转入模腔,最终从模孔挤出,形成合金杆。
5、(4)对步骤(3)所得合金杆进行冷拉拔获得丝材,当累积变形量为20%-50%时需进行一次退火。
6、(5)对步骤(4)中的丝材进行剥皮处理得到直径为0.8-1.5mm的alsi10mg合金丝。
7、优选的,本发明步骤(3)漏斗的直径为2-4mm,倒入合金熔体前漏斗需加热到850-880℃。
8、优选的,本发明步骤(3)中惰性气体为氮气或氩气,气体压力为0.2-0.4mpa。
9、优选的,本发明步骤(3)中挤压轮转速为5-15rpm。
10、优选的,本发明步骤(3)中挤压模腔预热温度为350-450℃,模孔直径为8-10mm。
11、本发明步骤(4)中,拉拔过程中需经历3-4次退火,退火温度为150-520℃,退火时间为0.25-2h。
12、优选的,第一次退火工艺为:450-520℃,保温1-2h,炉冷。
13、优选的,第二次退火工艺为:300-400℃,保温1-2h,炉冷。
14、优选的,第三次退火工艺为:250-350℃,保温1-2h,空冷。
15、优选的,第四次退火工艺为:150-250℃,保温15-60min,空冷。
16、本发明的原理:利用气体辅助连续铸挤提升合金塑性,利用拉拔变形+退火减小合金圆杆直径,利用剥皮去除丝材表面的污染物,最终获得可用于增材制造的alsi10mg合金丝。
17、本发明的有益效果:
18、气体辅助连续铸挤可提升alsi10mg合金的塑性,为拉拔变形奠定坚实基础;原因有二:一是挤压轮的传导传热及惰性气体的对流换热可使熔体薄层实现非平衡凝固,一方面可增大合金元素在铝基体中的固溶度,减小硬脆第二相的体积分数,另一方面又可增大第二相的形核率,减小第二相尺寸,此两方面均利于提升合金塑性;二是尚处于共晶温度的半固态薄坯在堵头前受阻后受到挤压,剩余液相的流动会改变固液界面前沿液相中溶质的分布状态,干扰层片状共晶硅的形成进程,继而获得近球状共晶硅,这会显著降低共晶硅对基体的割裂作用,利于提升合金塑性。在上述多种因素的协同作用下,合金塑性可较铸态合金提升2-3倍。本发明提出的alsi10mg合金丝的生产方法具有流程短、成本低、操作简单等优点,便于工业应用。
技术特征:
1.一种增材制造用alsi10mg合金丝的制备方法,其特征在于:具体包括以下步骤:
2.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(3)中,气体辅助连续铸挤的具体过程为:熔炼后的金属熔体从位于挤压轮上方已预热好的漏斗中流入挤压轮槽,在惰性气体作用下,熔体紧贴挤压轮轮槽壁铺展开来并开始凝固,凝固中的坯料遇堵头后开始堆积并逐渐转入模腔,最终从模孔挤出,形成合金杆。
3.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(3)中漏斗的直径为2-4mm,倒入合金熔体前漏斗需加热到850-880℃。
4.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(3)中惰性气体为氮气或氩气,气体压力为0.2-0.4mpa。
5.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(3)中挤压轮的转速为5-15rpm。
6.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(3)中挤压模腔预热温度为350-450℃,模孔直径为8-10mm。
7.根据权利要求1所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(4)中,拉拔过程中需经历3-4次退火,退火温度为150-520℃,退火时间为0.25-2h。
8.根据权利要求7所述增材制造用alsi10mg合金丝的制备方法,其特征在于:步骤(4)中:
技术总结
本发明公开一种增材制造用AlSi10Mg合金丝的制备方法,属于电弧增材制造技术领域。本发明通过合金熔炼、气体辅助连续铸挤、拉拔、退火、剥皮等工艺,制备出合金丝,其主要合金元素含量依次为Si:9.0~11%、Mg:0.3~0.6%。本发明的原理是利用气体辅助连续铸挤提升合金塑性,利用拉拔变形+退火减小合金圆杆直径,利用剥皮去除丝材表面的污染物,最终获得可用于增材制造的AlSi10Mg合金丝;本发明提出的生产方法具有流程短、成本低、操作简单等优点,便于工业应用。
技术研发人员:尹建成,刘俊阳,任万祥,李恩涛,刘英莉,钟毅
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!