一种偏心锥筒结构的铝合金壳体毛坯、模具及铸造方法与流程
本发明属于铸造领域,尤其涉及一种偏心锥筒结构的铝合金壳体毛坯、模具及铸造方法。
背景技术:
1、砂型低压铸造方法是目前铝合金壳体类铸件最常用的方法。针对不同的产品结构,需要设计不同的浇注工艺,既满足铸件浇注成型的需要,也满足铸件内部质量合格的需要。随着结构件的不断更新迭代,在圆形、矩形截面的基础上又衍生出各种异型截面的铸件结构,这些产品的铸造方法设计难度显著增加,铸件质量控制难度增大。
技术实现思路
1、本申请解决的技术问题是:克服现有技术的不足,提供了一种偏心锥筒结构的铝合金壳体毛坯、模具及铸造方法,用于实现该复杂结构铸件的成型和内部质量控制的问题。
2、本申请提供的技术方案如下:
3、一种偏心锥筒结构的铝合金壳体模具,包括模具本体,模具本体设置有本体空腔和浇道,浇道包括缝隙浇道和横浇道;本体空腔的形状与偏心锥筒铸件的结构相同,本体空腔的大端设置法兰盘空腔,法兰盘空腔与本体空腔连通;缝隙浇道设置多个,缝隙浇道均位于本体空腔外侧,且缝隙浇道与本体空腔沿着本体空腔的母线方向各处均连通;横浇道位于本体空腔大端背离小端的一侧,横浇道包括底部浇道和多个法兰浇道,底部浇道与缝隙浇道连通,法兰浇道的一端连通底部浇道、另一端连通法兰盘空腔的内圈。
4、所述底部浇道包括第一环形浇道、第二环形浇道和径向浇道,第一环形浇道同心设置于第二环形浇道外侧,径向浇道沿着第一环形浇道和第二环形浇道的径向方向均匀分布,径向浇道连通第一环形浇道和第二环形浇道,且径向浇道的一端均在第一环形浇道的中心位置连通;法兰浇道的一端连通至第二环形浇道,底部浇道连通至第一环形浇道。
5、所述缝隙浇道的设置方法包括:将本体空腔大端的端面圆均等分,获得第一均等分点,将本体空腔小端的端面圆均等分,获得第二均等分点;使第一均等分点与第二均等分点一一对应;相对应的第一均等分点和第二均等分点之间形成形状跟随本体空腔外形面的缝隙浇道。
6、所述使第一均等分点与第二均等分点一一对应,包括:本体空腔过自身两端面的圆心、且垂直于偏心锥筒端面的平面为对称面,使一个第一均等分点和一个第二均等分点位于对称面上;使对称平面上的第一均等分点与第二均等分点正对,其他的第一均等分点和第二均等分点依次一一对应。
7、所述缝隙浇道数量=铸件周长/(150-200mm)。
8、所述模具本体在本体空腔的两端设置有凸起,以使得到的铝合金壳体毛坯端面形成基准槽。
9、一种偏心锥筒结构的铝合金壳体毛坯,使用上述任一所述的一种偏心锥筒结构的铝合金壳体模具浇铸得到,包括:偏心锥筒本体、缝隙浇铸体和横浇铸体,本体空腔内形成偏心锥筒本体,缝隙浇道内形成缝隙浇铸体,横浇道内形成横浇铸体;
10、缝隙浇铸体均位于偏心锥筒本体外侧,且缝隙浇铸体与偏心锥筒本体沿着偏心锥筒本体母线方向各处均连接;
11、横浇铸体包括底部浇铸体和法兰浇铸体,底部浇铸体与缝隙浇铸体连通,法兰浇铸体的一端连通底部浇铸体、另一端连通法兰盘空腔的内圈。
12、所述底部浇铸体包括第一环形浇铸体、第二环形浇铸体和径向浇铸体,第一环形浇铸体同心设置于第二环形浇铸体外侧,径向浇铸体沿着第一环形浇铸体和第二环形浇铸体的径向方向均匀分布,径向浇铸体连接第一环形浇铸体和第二环形浇铸体,且径向浇铸体的一端均在第一环形浇铸体的中心位置连接;缝隙浇铸体的一端连接至第一环形浇铸体,法兰浇铸体连通至第二环形浇铸体。
13、所述偏心锥筒本体的两端面设置有基准槽。
14、一种偏心锥筒结构的铝合金壳体的铸造方法,使用上述任一所述的一种偏心锥筒结构的铝合金壳体模具,使模具的本体空腔的大端在下,底部浇道正中心为浇注入口,浇铸完成获得铝合金壳体毛坯。
15、综上所述,本申请至少包括以下有益技术效果:
16、按照本方案对偏心锥筒结构的铝合金壳体进行工艺设计,铸件采用3d打印砂型工艺制作,缩短了研制周期,提高了尺寸精度,确保了内部质量。
技术特征:
1.一种偏心锥筒结构的铝合金壳体模具,其特征在于:包括模具本体,模具本体设置有本体空腔和浇道,浇道包括缝隙浇道和横浇道;
2.根据权利要求1所述的一种偏心锥筒结构的铝合金壳体模具,其特征在于:所述底部浇道包括第一环形浇道、第二环形浇道和径向浇道,第一环形浇道同心设置于第二环形浇道外侧,径向浇道沿着第一环形浇道和第二环形浇道的径向方向均匀分布,径向浇道连通第一环形浇道和第二环形浇道,且径向浇道的一端均在第一环形浇道的中心位置连通;法兰浇道的一端连通至第二环形浇道,底部浇道连通至第一环形浇道。
3.根据权利要求1所述的一种偏心锥筒结构的铝合金壳体模具,其特征在于:所述缝隙浇道的设置方法包括:将本体空腔大端的端面圆均等分,获得第一均等分点,将本体空腔小端的端面圆均等分,获得第二均等分点;使第一均等分点与第二均等分点一一对应;相对应的第一均等分点和第二均等分点之间形成形状跟随本体空腔外形面的缝隙浇道。
4.根据权利要求3所述的一种偏心锥筒结构的铝合金壳体模具,其特征在于:所述使第一均等分点与第二均等分点一一对应,包括:本体空腔过自身两端面的圆心、且垂直于偏心锥筒端面的平面为对称面,使一个第一均等分点和一个第二均等分点位于对称面上;使对称平面上的第一均等分点与第二均等分点正对,其他的第一均等分点和第二均等分点依次一一对应。
5.根据权利要求3所述的一种偏心锥筒结构的铝合金壳体模具,其特征在于:所述缝隙浇道数量=铸件周长/(150-200mm)。
6.根据权利要求1所述的一种偏心锥筒结构的铝合金壳体模具,其特征在于:所述模具本体在本体空腔的两端设置有凸起,以使得到的铝合金壳体毛坯端面形成基准槽(12)。
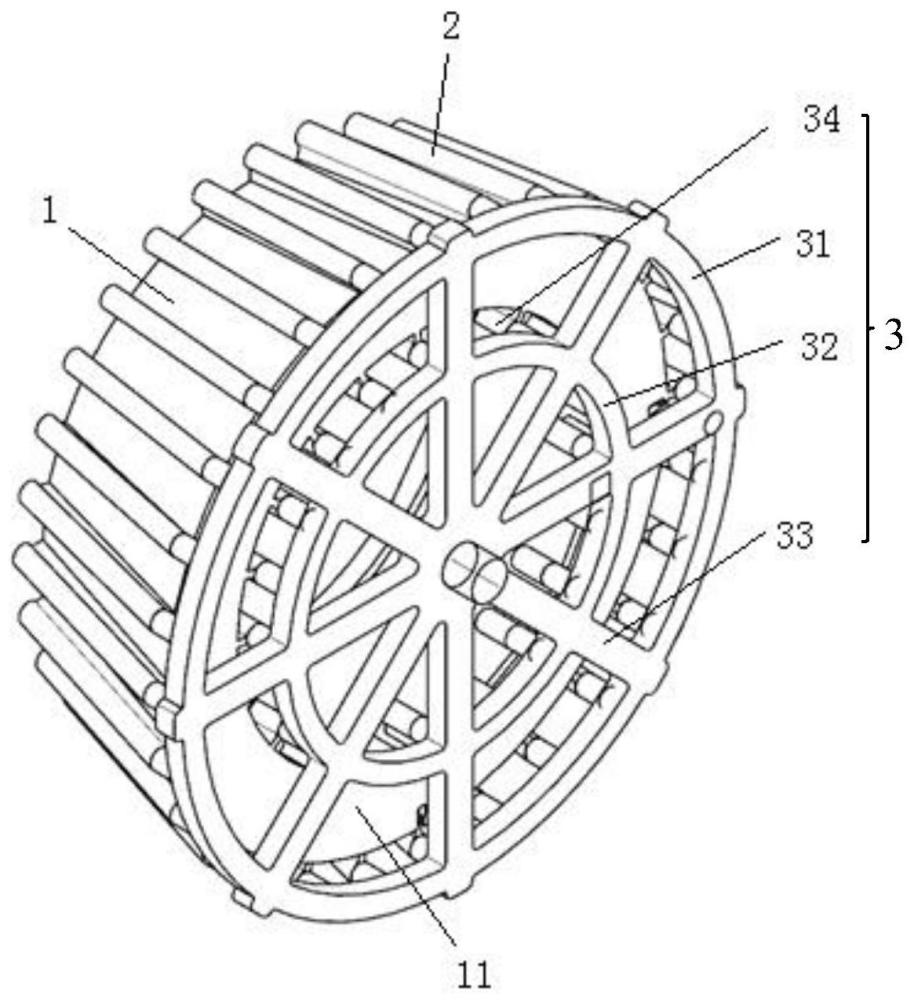
7.一种偏心锥筒结构的铝合金壳体毛坯,其特征在于,使用权利要求1-6任一所述的一种偏心锥筒结构的铝合金壳体模具浇铸得到,包括:偏心锥筒本体(1)、缝隙浇铸体(2)和横浇铸体(3),本体空腔内形成偏心锥筒本体(1),缝隙浇道内形成缝隙浇铸体(2),横浇道内形成横浇铸体(3);
8.根据权利要求7所述的一种偏心锥筒结构的铝合金壳体毛坯,其特征在于:所述底部浇铸体包括第一环形浇铸体(31)、第二环形浇铸体(32)和径向浇铸体(33),第一环形浇铸体(31)同心设置于第二环形浇铸体(32)外侧,径向浇铸体(33)沿着第一环形浇铸体(31)和第二环形浇铸体(32)的径向方向均匀分布,径向浇铸体(33)连接第一环形浇铸体(31)和第二环形浇铸体(32),且径向浇铸体(33)的一端均在第一环形浇铸体(31)的中心位置连接;缝隙浇铸体(2)的一端连接至第一环形浇铸体(31),法兰浇铸体(34)连通至第二环形浇铸体(32)。
9.根据权利要求8所述的一种偏心锥筒结构的铝合金壳体毛坯,其特征在于:所述偏心锥筒本体(1)的两端面设置有基准槽(12)。
10.一种偏心锥筒结构的铝合金壳体的铸造方法,其特征在于:使用权利要求1-6任一所述的一种偏心锥筒结构的铝合金壳体模具,使模具的本体空腔的大端在下,底部浇道正中心为浇注入口,浇铸完成获得铝合金壳体毛坯。
技术总结
本申请公开了一种偏心锥筒结构的铝合金壳体毛坯、模具及铸造方法,涉及铸造领域,包括模具本体,模具本体设置有本体空腔、缝隙浇道和横浇道;本体空腔的形状与偏心锥筒铸件的结构相同,本体空腔的大端设置法兰盘空腔,法兰盘空腔与本体空腔连通;缝隙浇道设置多个,缝隙浇道均位于本体空腔外侧,且缝隙浇道与本体空腔沿着本体空腔的母线方向各处均连通;横浇道位于本体空腔大端背离小端的一侧,横浇道包括底部浇道和多个法兰浇道,底部浇道与缝隙浇道连通,法兰浇道的一端连通底部浇道、另一端连通法兰盘空腔的内圈。用于实现该复杂结构铸件的成型和内部质量控制的问题。
技术研发人员:刘新超,边毅,张博,杨锌,武增臣,孙建新,王利坤
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!