本发明涉及光学镜片加工方法,具体来说涉及一种非球面凸透镜加工方法。
背景技术:
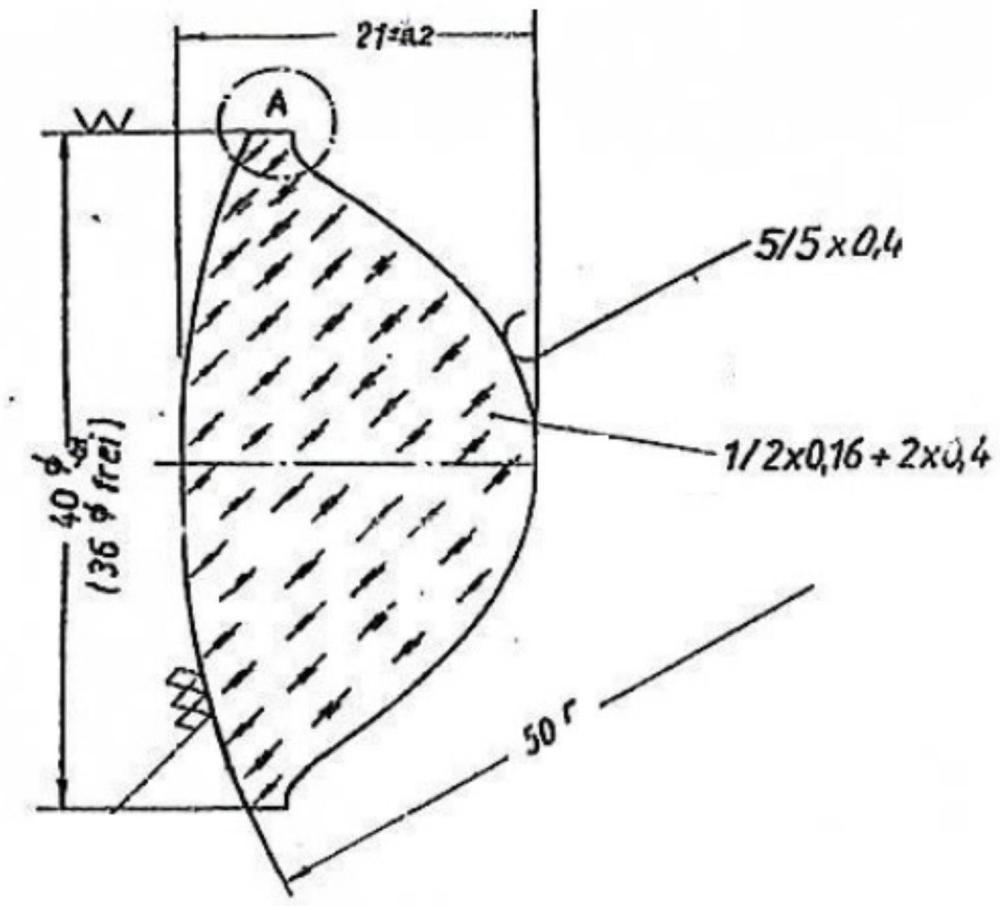
1、如图1、2所示,为非球面凸透镜外形图,由于其表面曲率较大,精度要求高,且需要加工台阶,整体加工难度大。现有技术如专利号为cn201811473618.4、专利名称为:一种氟化钙材料阶梯回转非球面透镜加工方法大的专利中所述,该方法用于复杂曲面的镜片磨制加工,对本产品加工的启示不大。又如专利申请202211333521.x一种超广角异形非球面透镜的精密制造方法所述,由于其加工产品与本产品形状差距较大,其磨制方法亦不能对本产品加工予以启示。可见,目前业内没有现成的加工方法可参考。
技术实现思路
1、本发明所要解决的技术问题是:提供一种精度可控、成品率高的非球面凸透镜加工方法。
2、为解决上述技术问题,本发明所采用的技术方案为:一种非球面凸透镜加工方法,包括如下步骤:
3、步骤一、球面铣磨
4、采用球面铣磨机,在其上安装磨轮和夹具,将镜片固定在夹具内,调整磨轮倾斜角度16°±1°;采用铣磨液进行铣磨,铣磨时间50±2″;
5、步骤二、球面精磨
6、采用高速精磨机,将夹具安装主轴上,并将镜片固定在夹具内;安装精磨皿,并调整机床摆动大小至合适状态;在压力30-40psi下对镜片进行精磨加工直至镜片厚度满足21.2±0.05mm;
7、步骤三、球面抛光
8、采用高速抛光机,将夹具安装主轴上,并将镜片固定在夹具内;安装抛光皿,并调整机床摆动大小至合适状态;采用聚氨酯抛光皮,在工作压力40-45psi下对镜片进行抛光加工;抛光时间为150″-180″;
9、步骤四、磨边
10、采用变频磨边机,将选好的夹头安装在主轴上,将已经安装好白钢刀的夹持工装固定在磨边机台上,使用干净棉花擦除夹具端面上的金属碎屑,将镜片放在旋转的主轴中心,缓放右边夹具使镜片滑动至夹具中心,根据镜片外径,逐步调试磨轮进给量,采用千分表测量试磨完成品的外径,直到镜片外径满足设定的公差值,锁定磨轮进给位置,接着对镜片逐个进行磨边加工;
11、然后使用专用去油洗洁精水进行浸泡去油,水温为40-45℃,浸泡时间:10分钟左右;将镜片取出在放置在酒精容器内逐个擦拭后备用;
12、步骤五、铣磨台阶
13、采用球面铣磨机,将铣磨机主轴调至90°,安装合适磨轮并调节磨轮位置,直到台阶尺寸符合38±0.3mm,锁定磨轮位置,接着对镜片逐个进行铣磨台阶加工。
14、作为一种优选的方案,所述步骤一中,铣磨后按比例1/20采用百分表抽查镜片厚度是否满足21.35±0.1mm,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并对不合格品重新铣磨。
15、作为一种优选的方案,所述步骤三中,抛光后按比例1/20采用千分表检查抛光后镜片厚度是否满足21±0.2mm,并在台灯下检查全部镜片球面是否抛透,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并对不合格品重新抛光。
16、作为一种优选的方案,所述步骤五中,铣磨台阶后按照10%比例进行抽查台阶尺寸,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并将尺寸小于20.8mm的镜片归为报废品,将尺寸大于21.2mm的镜片归为待二次加工品,重新调整铣磨机,对待二次加工品重新加工。
17、本发明的有益效果是:本非球面凸透镜加工方法通过合理设置加工工序,先采用球面铣磨快速去除多余物料,然后采用高速精磨机,将夹具安装主轴上,并将镜片固定在夹具内;安装精磨皿,并调整机床摆动大小至合适状态;在压力30-40psi下对镜片进行精磨加工直至镜片厚度满足21.2±0.05mm;接着采用高速抛光机,将夹具安装主轴上,并将镜片固定在夹具内;安装抛光皿,并调整机床摆动大小至合适状态;采用聚氨酯抛光皮,在工作压力40-45psi下对镜片进行抛光加工;抛光时间为150″-180″;接着进行磨边和磨台阶加工,配合合理的检测方案,使得成品精度可控、成品率高,且加工成本较低。
技术特征:1.一种非球面凸透镜加工方法,包括如下步骤:
2.如权利要求1所述的一种非球面凸透镜加工方法,其特征在于:所述步骤一中,铣磨后按比例1/20采用百分表抽查镜片厚度是否满足21.35±0.1mm,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并对不合格品重新铣磨。
3.如权利要求1所述的一种非球面凸透镜加工方法,其特征在于:所述步骤三中,抛光后按比例1/20采用千分表检查抛光后镜片厚度是否满足21±0.2mm,并在台灯下检查全部镜片球面是否抛透,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并对不合格品重新抛光。
4.如权利要求1所述的一种非球面凸透镜加工方法,其特征在于:所述步骤五中,铣磨台阶后按照10%比例进行抽查台阶尺寸,如有不合格,则同批镜片逐一检测直至将不合格品全部挑出,并将尺寸小于20.8mm的镜片归为报废品,将尺寸大于21.2mm的镜片归为待二次加工品,重新调整铣磨机,对待二次加工品重新加工。
技术总结本发明公开了一种精度可控、成品率高的非球面凸透镜加工方法,包括如下步骤:步骤一、采用球面铣磨机,在其上安装磨轮和夹具,将镜片固定在夹具内,调整磨轮倾斜角度16°±1°;采用铣磨液进行铣磨,铣磨时间50±2″;步骤二、采用高速精磨机,将夹具安装主轴上,并将镜片固定在夹具内;安装精磨皿,并调整机床摆动大小至合适状态;在压力30‑40psi下对镜片进行精磨加工直至镜片厚度满足21.2±0.05mm;步骤三、采用高速抛光机,将夹具安装主轴上,并将镜片固定在夹具内;安装抛光皿,并调整机床摆动大小至合适状态;采用聚氨酯抛光皮,在工作压力40‑45psi下对镜片进行抛光加工;抛光时间为150″‑180″;步骤四、对镜片进行磨边;步骤五、铣磨台阶。
技术研发人员:尹礼东
受保护的技术使用者:张家港市光学仪器有限公司
技术研发日:技术公布日:2024/2/19