一种粘结剂喷射3D打印不锈钢绿坯及其表面处理方法与流程
本发明涉及粘结剂喷射3d打印的表面处理方法,尤其涉及一种粘结剂喷射3d打印不锈钢绿坯及其表面处理方法。
背景技术:
1、粘结剂喷射3d打印技术是一种高效、低成本的增材制造技术。其利用喷头喷射粘结剂将粉末材料逐层粘结,再通过层层叠加打印出三维的模型。多材料适用性是此技术的优势之一,能够打印的粉末材料包括型砂、金属、陶瓷、高分子、复合材料等。对于金属、陶瓷等粉末材料,要获得致密的最终零件,通常要首先将打印的绿坯进行加热使其中的粘结剂充分固化,从而获得一定的强度和硬度,然后将未粘结的粉末清理掉,再对绿坯进行脱脂烧结获得高致密度的零件,最后对零件进行表面打磨、抛光等处理获得最终成品。
2、在脱脂烧结之前,绿坯的强度和表面粗糙度对最终零件的质量尤为重要。如果绿坯强度不够,则会发生以下问题:(1)在清粉过程中绿坯的细节被破坏,尤其是对于一些薄壁的零件。(2)绿坯在运输过程中由于受到碰撞而损坏。采用粘结剂喷射打印的绿坯由于受到工艺限制,往往强度不高,因此有必要采取措施对绿坯进行加固处理。此外,烧结后的零件一般需要对表面进行打磨抛光处理以满足产品的需要。如果绿坯本身较为粗糙,则会大大增加烧结后零件的表面抛光工作量,因此也有必要开发针对绿坯的打磨工艺。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其能够提升绿坯的强度,同时改善绿坯的表面粗糙度,提升粘结剂喷射3d打印零件的质量。
2、为了解决上述技术问题,本发明提供了一种粘结剂喷射3d打印不锈钢绿坯的表面处理方法,包括以下步骤:
3、准备绿坯,所述绿坯以不锈钢粉末为原料并通过粘结剂喷射3d打印制得;
4、配置表面处理液,所述表面处理液按照重量份计包括以下组分:基料20份~50份、固化剂5份~30份、溶剂30份~60份、粉末填充剂3份~20份、调质剂0.01份~0.2份;
5、将所述表面处理液涂覆在所述绿坯表面,固化后进行脱脂、烧结,完成表面处理。
6、在一种实施方式中,所述基料选用环氧树脂、聚氨酯和丙烯酸酯中的一种或多种组合。
7、在一种实施方式中,所述固化剂选用脂肪胺类化合物、聚酰胺类化合物、咪唑类化合物、异氰酸酯类化合物中的一种或多种组合。
8、在一种实施方式中,所述溶剂选用丙酮、甲苯、二甲苯、醋酸丁酯、甲醇、丁酮、二氯甲烷、烷基缩水甘油醚、多元醇缩水甘油醚中的一种或多种组合。
9、在一种实施方式中,所述粉末填充剂为不锈钢粉末,所述粉末填充剂所采用的不锈钢粉末的牌号与所述绿坯所采用的不锈钢粉末的牌号相同;
10、所述粉末填充剂的粒径为50nm~2μm。
11、在一种实施方式中,所述调质剂选用氮化硅粉末、碳化硅粉末、氮化硼粉末、碳化硼、磷化亚铜粉末、磷化硅粉末中的一种或多种组合;
12、所述调质剂的粒径为100nm~2μm。
13、在一种实施方式中,所述不锈钢粉末选用310s不锈钢粉末、316不锈钢粉末、316l不锈钢粉末、304不锈钢粉末、304l不锈钢粉末、17-4ph不锈钢粉末、410不锈钢粉末、420不锈钢粉末、430不锈钢粉末、440c不锈钢粉末、455不锈钢粉末中的一种或多种组合;
14、所述不锈钢粉末的粒径为2μm~150μm。
15、在一种实施方式中,所述表面处理液的粘度为3mpa·s~10mpa·s。
16、在一种实施方式中,所述固化的固化温度为40℃~200℃;
17、所述脱脂的脱脂温度为500℃~750℃;
18、所述烧结的烧结温度为1300℃~1450℃。
19、相应地,本发明还提供一种粘结剂喷射3d打印不锈钢绿坯,所述粘结剂喷射3d打印不锈钢绿坯采用上述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法处理后得到。
20、实施本发明,具有如下有益效果:
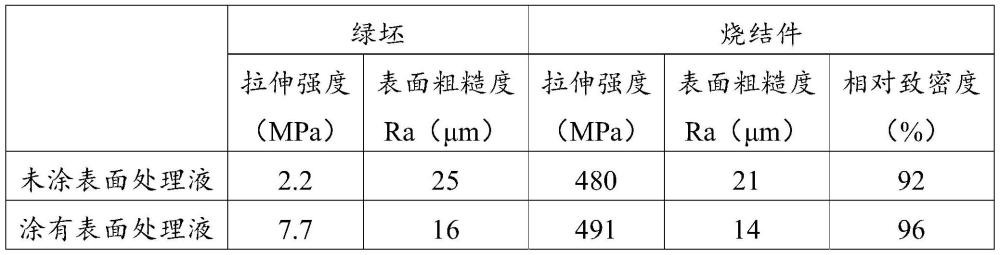
21、本发明提供的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,采用特定成分的表面处理液涂覆到打印绿坯上,处理液中的粉末填充剂会吸附到绿坯表面,填充到原本凸凹不平的部位,使绿坯的表面粗糙度得到改善。待表面处理液完全渗透到绿坯中后固化、脱脂、烧结,绿坯强度得到显著提升。此方法简单易行,有助于提升粘结剂喷射3d打印零件的质量。
技术特征:
1.一种粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,包括以下步骤:
2.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述基料选用环氧树脂、聚氨酯和丙烯酸酯中的一种或多种组合。
3.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述固化剂选用脂肪胺类化合物、聚酰胺类化合物、咪唑类化合物、异氰酸酯类化合物中的一种或多种组合。
4.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述溶剂选用丙酮、甲苯、二甲苯、醋酸丁酯、甲醇、丁酮、二氯甲烷、烷基缩水甘油醚、多元醇缩水甘油醚中的一种或多种组合。
5.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述粉末填充剂为不锈钢粉末,所述粉末填充剂所采用的不锈钢粉末的牌号与所述绿坯所采用的不锈钢粉末的牌号相同;
6.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述调质剂选用氮化硅粉末、碳化硅粉末、氮化硼粉末、碳化硼、磷化亚铜粉末、磷化硅粉末中的一种或多种组合;
7.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述不锈钢粉末选用310s不锈钢粉末、316不锈钢粉末、316l不锈钢粉末、304不锈钢粉末、304l不锈钢粉末、17-4ph不锈钢粉末、410不锈钢粉末、420不锈钢粉末、430不锈钢粉末、440c不锈钢粉末、455不锈钢粉末中的一种或多种组合;
8.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述表面处理液的粘度为3mpa·s~10mpa·s。
9.如权利要求1所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法,其特征在于,所述固化的固化温度为40℃~200℃;
10.一种粘结剂喷射3d打印不锈钢绿坯,其特征在于,所述粘结剂喷射3d打印不锈钢绿坯采用如权利要求1~9任一项所述的粘结剂喷射3d打印不锈钢绿坯的表面处理方法处理后得到。
技术总结
本发明公开了一种粘结剂喷射3D打印不锈钢绿坯的表面处理方法,包括以下步骤:准备绿坯,所述绿坯以不锈钢粉末为原料并通过粘结剂喷射3D打印制得;配置表面处理液,所述表面处理液按照重量份计包括以下组分:基料20份~50份、固化剂5份~30份、溶剂30份~60份、粉末填充剂3份~20份、调质剂0.01份~0.2份;将所述表面处理液涂覆在所述绿坯表面,固化后进行脱脂、烧结,完成表面处理。本发明提供的粘结剂喷射3D打印不锈钢绿坯的表面处理方法的能够提升绿坯的强度,同时改善绿坯的表面粗糙度,提升粘结剂喷射3D打印零件的质量。
技术研发人员:闫国栋,关秀文,韦子彪,陈东,向继云,金枫,贺礼,屈志
受保护的技术使用者:广东金瓷三维技术有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!