一种闸片摩擦块及其烧结方法与流程
本发明涉及高速列车制动,具体涉及一种闸片摩擦块及其烧结方法。
背景技术:
1、粉末冶金闸片分有铁基和铜基两种,其主要生产工艺包括:混料、压制和烧结。其中,烧结是通过高温、高压使粉末压坯中的各种成分发生复杂的物料化学变化以达到所需物理力学性能和摩擦性能并烧结成特定形状与钢背进行牢固结合的一个过程。
2、目前多采用连续式烧结炉或钟罩炉进行摩擦材料烧结,但是需要从低温逐步升高至高温,升温过程缓慢;同时,从高温降至室温时,通常采用在烧结炉外加循环水冷却炉膛或自然冷却的方式,存在降温过程非常缓慢的问题;该烧结方式导致生产效率低,需要消耗大量的能源。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有摩擦材料的烧结方法升温、降温缓慢且生产效率低、能耗高的缺陷,从而提供解决上述问题的一种闸片摩擦块及其烧结方法。
2、为达到上述目的,本发明提供如下技术方案:
3、一种闸片摩擦块的烧结方法,包括:
4、对摩擦材料与导体组成的预制摩擦块进行加压,并对预制摩擦块进行高频感应加热完成闸片摩擦块的制备;
5、加压的压力为1.5-4.0mpa;
6、高频感应加热的温度为900-1000℃。
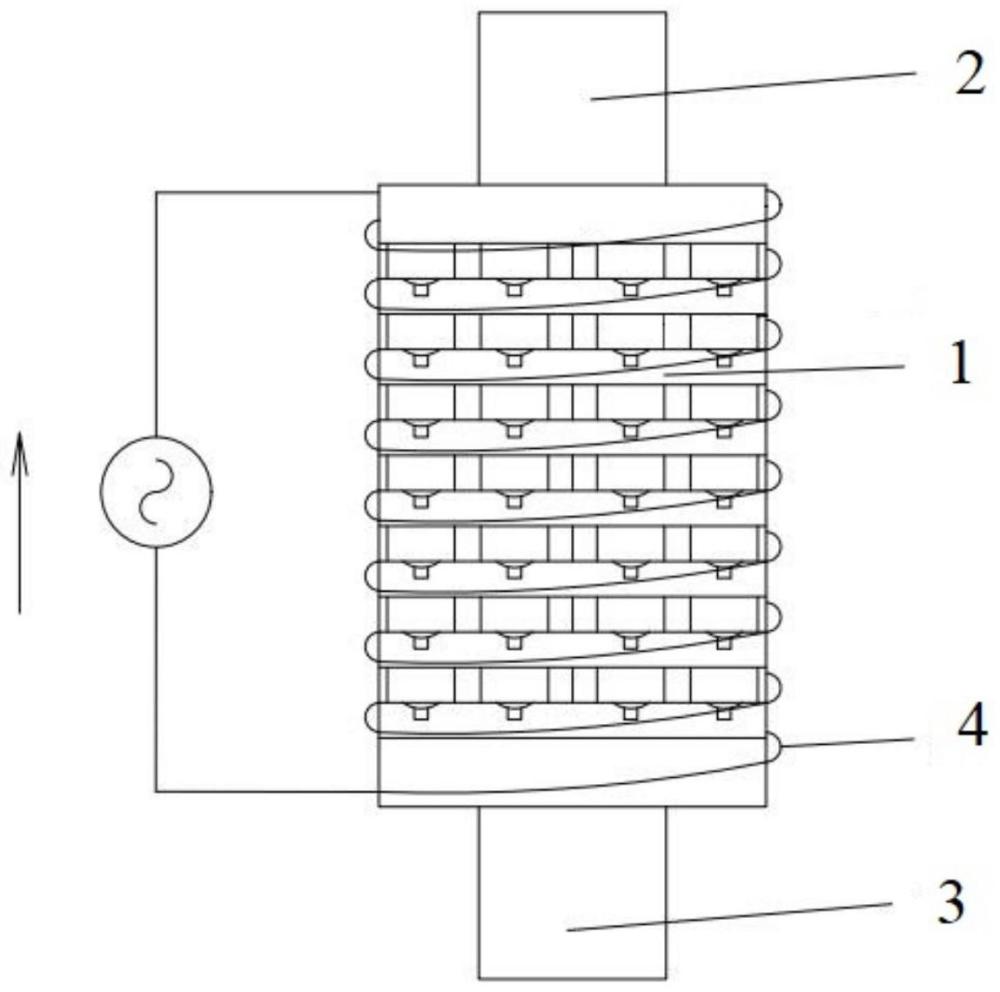
7、优选的,所述预制摩擦块在烧结装置内进行高频感应加热;
8、所述烧结装置包括:
9、摩擦块载具,用于放置预制摩擦块;
10、压件,包括上压件和下压件,分别设置在摩擦块载具两端用于对预制摩擦块进行加压;
11、感应加热线圈,设置在摩擦块载具上,用于对预制摩擦块进行高频感应加热。
12、优选的,所述上压件和下压件均由压板和压头组成。
13、优选的,所述摩擦块载具上与预制摩擦块连接处设置为防粘附材质。
14、优选的,所述防粘附材质为石墨。
15、优选的,所述摩擦块载具由钢质骨架和涂附在钢质骨架上的石墨涂层构成。
16、优选的,所述摩擦块载具由石墨材质构成。
17、优选的,所述预制摩擦块由混匀后的粉末状的摩擦材料的原料放置在导体表面通过压制而成。
18、优选的,所述导体的材质为钢质材料。
19、本发明还提供一种闸片摩擦块,采用上述的闸片摩擦块的烧结方法制备得到。
20、在本发明中,高频感应加热是根据电磁感应原理工作的,它通过导体周围引起磁通量变化的线圈绕组输送高频交流电流,然后在导体上产生电位差。电磁感应产生通过导体的涡流,涡流与导体的电阻一起产生焦耳热从而加热导体。
21、本发明技术方案,具有如下优点:
22、一种闸片摩擦块的烧结方法,包括:对摩擦材料与导体组成的预制摩擦块进行加压,并对预制摩擦块进行高频感应加热完成闸片摩擦块的制备;加压的压力为1.5-4.0mpa;高频感应加热的温度为900-1000℃。摩擦材料中粉末与粉末之间主要靠的是机械啮合作用结合在一起,同时混合粉里有大量的非金属成分,导致生坯本身的电阻和磁导率都较低。因此,摩擦材料很难通过感应加热。而本发明通过对摩擦材料与导体组成的预制摩擦块进行高频感应加热,利用预制摩擦块中导体产生的热传递给摩擦材料,从而实现快速加热及冷却,在提高效率的同时,还可以对烧结工艺参数进行精准控制,提高材料的致密度,使产品具有较好的物理性能和稳定的摩擦性能,可以满足高速列车制动使用的要求,尤其是通过这种方式生产的摩擦块可以获得优异的热传导性能,在制动过程中可以将制动盘与闸片摩擦面摩擦产生的热量快速传递及消散至空气中,降低制动盘表面温度,降低制动盘及闸片表面热应力。
技术特征:
1.一种闸片摩擦块的烧结方法,其特征在于,包括:
2.根据权利要求1所述的烧结方法,其特征在于,所述预制摩擦块在烧结装置内进行高频感应加热;
3.根据权利要求2所述的烧结方法,其特征在于,所述上压件(2)和下压件(3)均由压板和压头组成。
4.根据权利要求2所述的烧结方法,其特征在于,所述摩擦块载具(1)上与预制摩擦块连接处设置为防粘附材质。
5.根据权利要求4所述的烧结方法,其特征在于,所述防粘附材质为石墨。
6.根据权利要求4或5所述的烧结方法,其特征在于,所述摩擦块载具(1)由钢质骨架和涂附在钢质骨架上的石墨涂层构成。
7.根据权利要求4或5所述的烧结方法,其特征在于,所述摩擦块载具(1)由石墨材质构成。
8.根据权利要求1-7任一项所述的烧结方法,其特征在于,所述预制摩擦块由混匀后的粉末状的摩擦材料的原料通过压制成型后叠放在导体表面而成。
9.根据权利要求1-8任一项所述的烧结方法,其特征在于,所述导体的材质为钢质材料。
10.一种闸片摩擦块,其特征在于,采用权利要求1-9任一项所述的闸片摩擦块的烧结方法制备得到。
技术总结
本发明涉及高速列车制动技术领域,具体涉及一种闸片摩擦块及其烧结方法。其中,一种闸片摩擦块的烧结方法,包括:对摩擦材料与导体组成的预制摩擦块进行加压,并对预制摩擦块进行高频感应加热完成闸片摩擦块的制备;加压的压力为1.5‑4.0MPa;高频感应加热的温度为900‑1000℃。本发明通过对摩擦材料与导体组成的预制摩擦块进行高频感应加热,利用预制摩擦块中导体产生的热传递给摩擦材料,从而实现快速加热及冷却,在提高效率的同时,还可以对烧结工艺参数进行精准控制,提高材料的致密度,使产品具有较好的物理性能和稳定的摩擦性能,可以满足高速列车制动使用的要求,而且可以获得优异的热传导性能。
技术研发人员:龙波,程景琳,魏东彬,丁向莹,胡晨
受保护的技术使用者:北京天宜上佳高新材料股份有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!