一种面齿轮加工砂轮修整自适应刀位计算方法与流程
本发明涉及面齿轮磨削加工,尤其涉及一种面齿轮加工砂轮修整自适应刀位计算方法。
背景技术:
1、面齿轮传动是指圆柱齿轮与锥齿轮相啮合实现空间相交或交错轴之间的传动。与锥齿轮相比较,面齿轮传动具有重合度大、承载能力强、稳定性强、振动小、占空间小等优点。随着航空航天事业的发展,面齿轮传动在飞行器的动力装置中得到了广泛应用,占有很重要的地位。
2、但目前面齿轮专用加工设备方面研究较少,大部分面齿轮产品加工是在现有的锥齿轮机床上进行,具有运动转换复杂、编程困难和结构受限等问题,为工程化应用带来了一定的困难,成为制约面齿轮应用发展的瓶颈问题。
技术实现思路
1、本发明的目的在于提供一种面齿轮加工砂轮修整自适应刀位计算方法,旨在解决现有的用于面齿轮精磨磨削加工的金刚滚轮修整砂轮精度不均匀的问题。
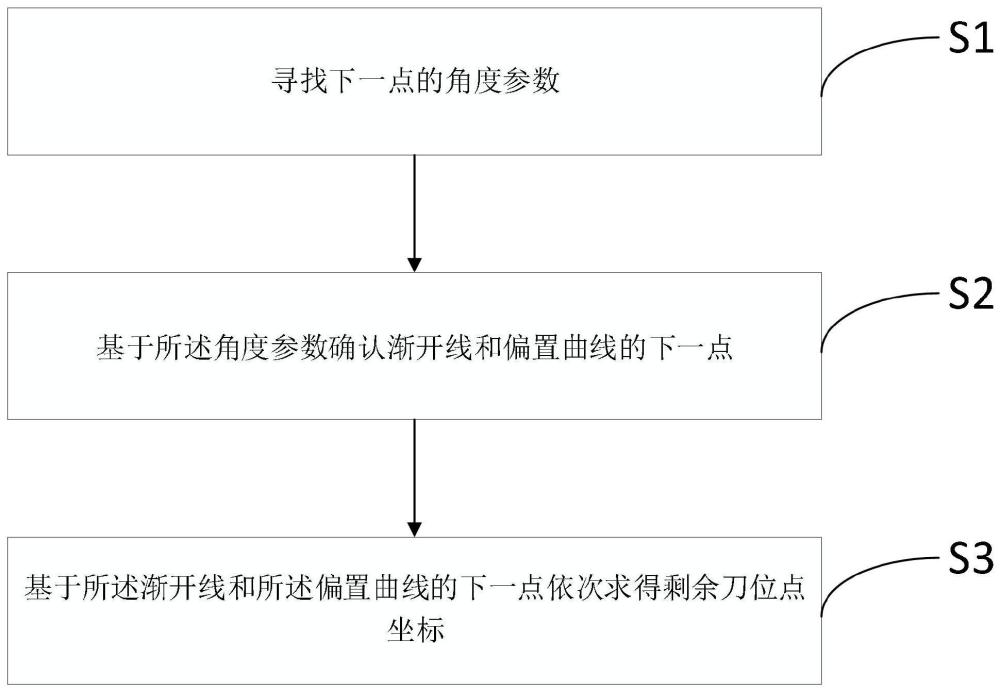
2、为实现上述目的,本发明提供了一种面齿轮加工砂轮修整自适应刀位计算方法,包括以下步骤:
3、寻找下一点的角度参数;
4、基于所述角度参数确认渐开线和偏置曲线的下一点;
5、基于所述渐开线和所述偏置曲线的下一点依次求得剩余刀位点坐标。
6、其中,所述寻找下一点的角度参数,包括:
7、选择渐开线和偏置曲线的起始点;
8、基于所述起始点寻找下一点的角度参数。
9、其中,所述基于渐开线和偏置曲线的下一点依次求得剩余刀位点坐标,包括:
10、对渐开线和偏置曲线的下一点进行判断,得到判断数据;
11、基于所述判断数据依次求得剩余刀位点坐标。
12、其中,所述下一点的角度参数的选取方法为进退法。
13、其中,所述刀位点坐标的求得方法为递推法。
14、本发明的一种面齿轮加工砂轮修整自适应刀位计算方法,包括以下步骤:寻找下一点的角度参数;基于所述角度参数确认渐开线和偏置曲线的下一点;基于所述渐开线和所述偏置曲线的下一点依次求得剩余刀位点坐标,本发明的计算方法可以得到用于面齿轮磨削的砂轮修整刀位点,计算更加快速,修整的砂轮精度更加均匀,修正速度更快,适用于面齿轮精密磨削,本发明提供的一种面齿轮加工砂轮修整自适应刀位计算方法相比现有的计算方法,一、可以得到用于面齿轮磨削的砂轮修整刀位点;二、计算更加快速;三、修整的砂轮精度更加均匀;四、修正速度更快,适用于面齿轮精密磨削。从而解决了现有的用于面齿轮精磨磨削加工的金刚滚轮修整砂轮精度不均匀的问题。
技术特征:
1.一种面齿轮加工砂轮修整自适应刀位计算方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种面齿轮加工砂轮修整自适应刀位计算方法,其特征在于,
3.如权利要求2所述的一种面齿轮加工砂轮修整自适应刀位计算方法,其特征在于,
4.如权利要求3所述的一种面齿轮加工砂轮修整自适应刀位计算方法,其特征在于,
5.如权利要求4所述的一种面齿轮加工砂轮修整自适应刀位计算方法,其特征在于,
技术总结
本发明涉及面齿轮磨削加工技术领域,具体涉及一种面齿轮加工砂轮修整自适应刀位计算方法,包括以下步骤:寻找下一点的角度参数;基于角度参数确认渐开线和偏置曲线的下一点;基于渐开线和偏置曲线的下一点依次求得剩余刀位点坐标,本发明的计算方法可以得到用于面齿轮磨削的砂轮修整刀位点,计算更加快速,修整的砂轮精度更加均匀,修正速度更快,适用于面齿轮精密磨削,从而解决了现有的用于面齿轮精磨磨削加工的金刚滚轮修整砂轮精度不均匀的问题。
技术研发人员:覃少荣,黄一展,聂硕硕,高世博,梁钜松,邵逸安,李永平,龚正
受保护的技术使用者:桂林桂北机器有限责任公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!