一种石墨套模具的制作方法
本技术涉及一种石墨套模具。
背景技术:
1、目前竖炉机组电炉原有石墨结晶器内壁结晶点位置一般在外壳向内100-120mm处。打孔太深如100mm会导致拉速过快影响铜液凝壳,甚至吹出气孔后冷却水灌入出现安全事故;太浅如50mm,会导致二次冷却水从铸锭收缩处吹入凝壳区,凝壳区二次水蒸气侵蚀产生水垢,影响铸锭形壳,且无法起到改善铸锭表面的作用,铸锭外表面由于氧化,颜色不一致,同时因为石墨结晶器磨损铸锭出现横裂纹等质量缺陷。
技术实现思路
1、本实用新型要解决的技术问题就是提供一种石墨套模具,减少二次冷却水对石墨套内壁的氧化、腐蚀,缓减铸件表面质量,从而提高石墨结晶器的使用寿命。
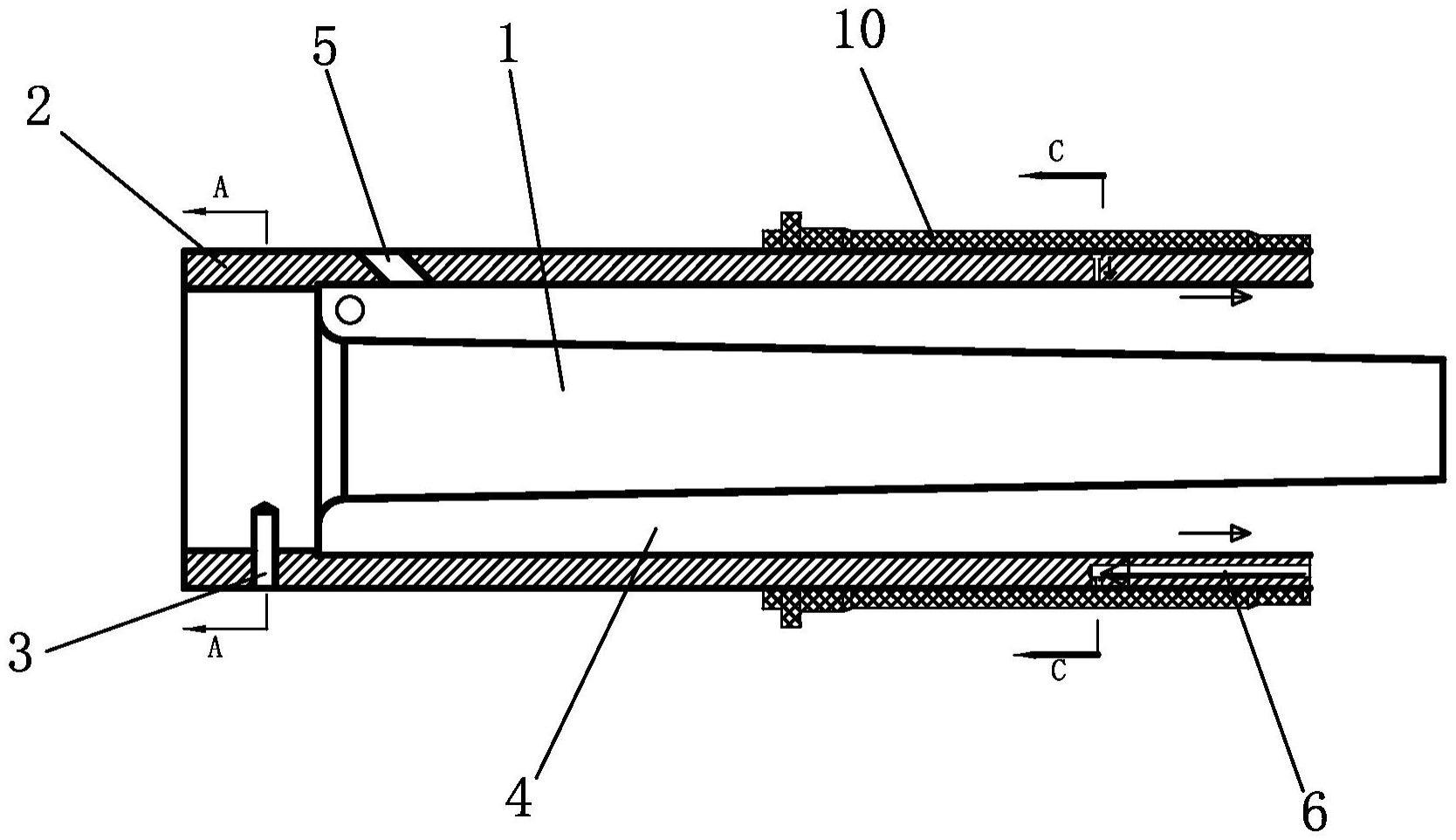
2、为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种石墨套模具,包括模芯和模套,所述模芯设置于模套内,所述模芯与模套一端通过销子连接和固定,所述模芯与模套之间构成一端开口的环形通道,所述环形通道内的模套上设有排气孔,所述模套远离销子的一端设有氮气吹扫通道。
3、作为优选,所述氮气吹扫通道包括第一气孔、第三气孔,以及与第一气孔和第三气孔连通的第二气孔。
4、作为优选,所述第一气孔沿模套轴向设置,所述第二气孔沿模套径向设置,所述第三气孔等间距设置于第二气孔上,所述第三气孔连通模套内壁。
5、作为优选,所述第三气孔设有八个,且沿第二气孔周向等间距设置。
6、作为优选,所述第一气孔的深度为l,50<l<100mm。
7、作为优选,所述第一气孔的孔径为r,2<r<6mm。
8、作为优选,所述模芯呈t型设置,所述模芯头部与模套固定,所述模芯头部向下逐渐收缩呈锥状。
9、作为优选,所述模套一端设有销孔,所述销子设置于销孔内。
10、作为优选,所述销孔沿模套轴向等间距设置多个。
11、作为优选,所述排气孔与模套内侧壁呈a角度设置,0<a<90°
12、综上所述,本实用新型的优点:
13、石墨套模具内设置排气孔,便于水蒸气排放,通过在结晶点位置增加氮气吹扫通道,减少二次冷却水的水蒸气对石墨套内壁的氧化、腐蚀,铸锭外表面不易氧化,颜色均匀,提高铸锭表面质量,改善铸锭表面粗糙度,从而达到提升石墨结晶器的使用寿命。
技术特征:
1.一种石墨套模具,其特征在于:包括模芯和模套,所述模芯设置于模套内,所述模芯与模套一端通过销子连接和固定,所述模芯与模套之间构成一端开口的环形通道,所述环形通道内的模套上设有排气孔,所述模套远离销子的一端设有氮气吹扫通道。
2.根据权利要求1所述的一种石墨套模具,其特征在于:所述氮气吹扫通道包括第一气孔、第三气孔,以及与第一气孔和第三气孔连通的第二气孔。
3.根据权利要求2所述的一种石墨套模具,其特征在于:所述第一气孔沿模套轴向设置,所述第二气孔沿模套径向设置,所述第三气孔等间距设置于第二气孔上,所述第三气孔连通模套内壁。
4.根据权利要求3所述的一种石墨套模具,其特征在于:所述第三气孔设有八个,且沿第二气孔周向等间距设置。
5.根据权利要求4所述的一种石墨套模具,其特征在于:所述第一气孔的深度为l,50<l<100mm。
6.根据权利要求5所述的一种石墨套模具,其特征在于:所述第一气孔的孔径为r,2<r<6mm。
7.根据权利要求1所述的一种石墨套模具,其特征在于:所述模芯呈t型设置,所述模芯头部与模套固定,所述模芯头部向下逐渐收缩呈锥状。
8.根据权利要求7所述的一种石墨套模具,其特征在于:所述模套一端设有销孔,所述销子设置于销孔内。
9.根据权利要求8所述的一种石墨套模具,其特征在于:所述销孔沿模套轴向等间距设置多个。
10.根据权利要求1-9任一项所述的一种石墨套模具,其特征在于:所述排气孔与模套内侧壁呈a角度设置,0<a<90°。
技术总结
本技术涉及一种石墨套模具,包括模芯和模套,所述模芯设置于模套内,所述模芯与模套一端通过销子连接和固定,所述模芯与模套之间构成一端开口的环形通道,所述环形通道内的模套上设有排气孔,所述模套远离销子的一端设有氮气吹扫通道。本技术减少二次冷却水对石墨套内壁的氧化、腐蚀,缓减铸件表面粗糙,从而提高石墨结晶器的使用寿命。
技术研发人员:何佳,胡丁,何富良
受保护的技术使用者:浙江海亮股份有限公司
技术研发日:20230103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!