一种深锅模具的制作方法
本技术涉及深锅模具,具体为一种深锅模具。
背景技术:
1、模具是制造业的一种基本工艺装备,它的作用是控制和限制材料的流动,使之形成所需要的形体。用模具加工零部件其效率高、产品质量好、材料消耗低、生产成本低等优点而广泛应用于加工制造业中。
2、现有的大多数深锅模具为了方便铸造往往采用的是边缘注料的方式,边缘的料液对模具冲击较大,在使用过程中模具较为严重,大大降低了模具的使用寿命,给工作人员造成诸多不便。
技术实现思路
1、本实用新型的目的在于提供一种深锅模具,以解决上述背景技术中提出的问题。
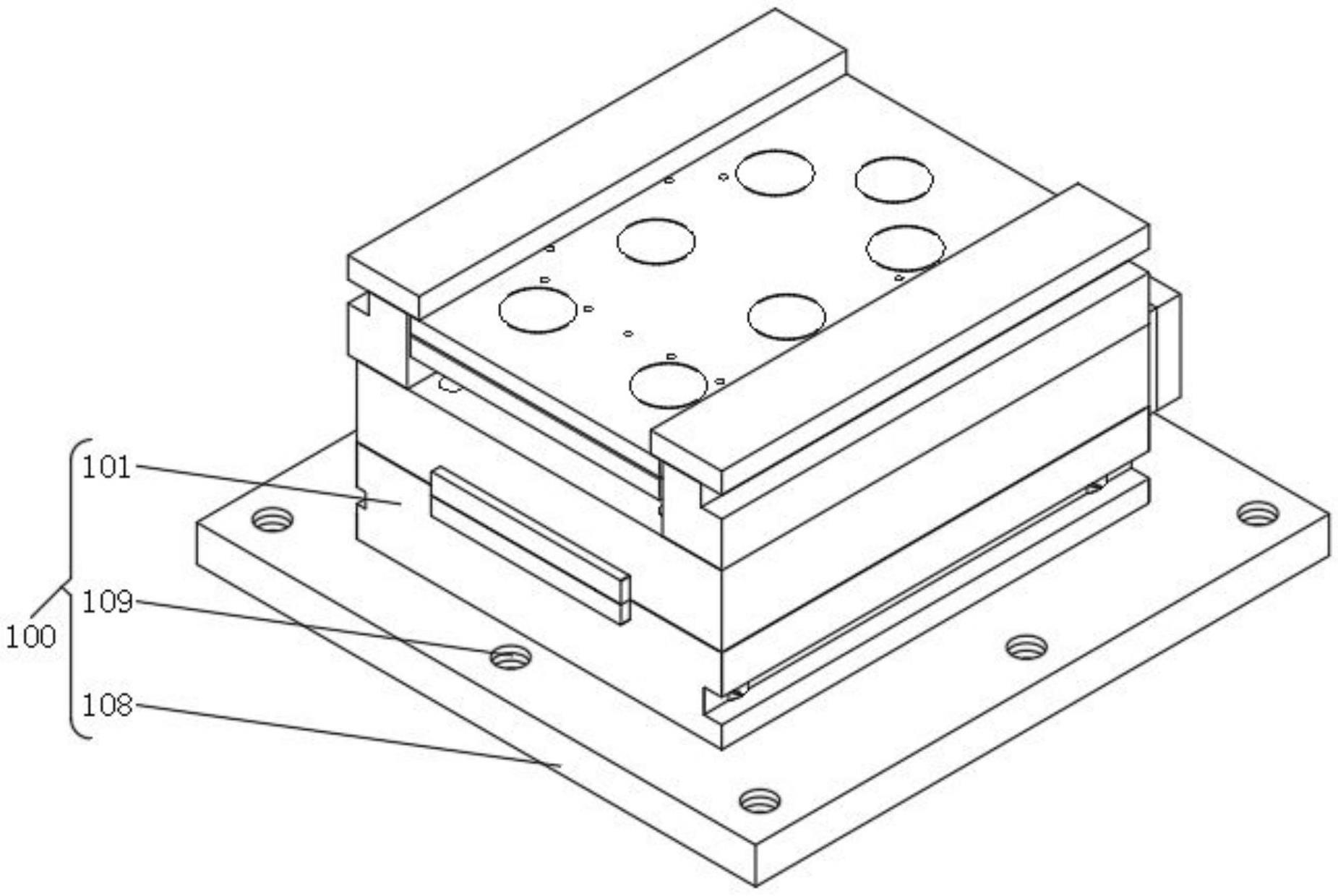
2、为实现上述目的,本实用新型提供如下技术方案:一种深锅模具,包括下模组件、上模组件和过滤组件,所述下模组件包括凹模注料块、开设在凹模注料块顶部的注料槽、贯穿开设在凹模注料块底部的注料孔和安装在注料孔内壁的缓流凸起,所述上模组件包括活动安装在凹模注料块顶部的凸模成型块、安装在凸模成型块底部的挤压深锅体和安装在挤压深锅体外侧的合金包边,所述过滤组件包括安装在注料孔内壁的卡环。
3、优选的,所述注料孔与注料槽相通,所述挤压深锅体位于注料槽的内部,所述合金包边的材料为钨金,所述卡环位于缓流凸起的下方。
4、优选的,所述凹模注料块的顶部对称安装有定位销,所述凹模注料块的底部对称开设有固定孔。
5、优选的,所述固定孔的内部安装有衔接柱,所述衔接柱的底部安装有底板,所述底板的顶部贯穿开设有螺纹槽,所述螺纹槽位于凹模注料块的外侧。
6、优选的,所述凹模注料块的底部对称开设有销槽,所述销槽的内壁有与定位销的外侧相互接触。
7、优选的,所述卡环的内部活动安装有嵌套架,所述嵌套架的底部安装有垫板。
8、优选的,所述垫板的底部安装有支撑环,所述支撑环的内部安装有过滤网。
9、通过采用上述技术方案,本实用新型所取得的有益效果为:
10、1、本实用新型中安装有凹模注料块、注料槽、注料孔和缓流凸起,在进行深锅铸造时,工作人员通过在凹模注料块底部开设的注料孔将原材料注入到注料槽中,在凸模成型块底部安装的挤压深锅体配合注料槽可以形成一个完整的深锅轮廓,装置一改从前边缘注料而采用底部进料的方式可以进一步使得料液流动更加顺畅,降低了对模具的冲击,模具使用寿命可以增加50%左右,并且底部进料在脱模后只需对底部进行打磨冲刷,减少了后期打磨的人工成本,提高了生产效率,并且底部打磨不会影响到锅口的直径,这样可以进一步保证了锅口的外观尺寸与装配的锅盖一致。
11、2、本实用新型中安装有凸模成型块、挤压深锅体和合金包边,在挤压深锅体的边缘处采用的是合金包边,合金包边的材料为钨金,具有高强度以及耐高温的特点,可以有效防止在浇筑的过程中高温的料液导致挤压深锅体边缘的地方发生形变,在脱模后,锅体外观边缘会较为顺滑,通过数控铣边后可直接上线,减少加工成本。
技术特征:
1.一种深锅模具,其特征在于,包括:
2.根据权利要求1所述的一种深锅模具,其特征在于,所述注料孔(103)与注料槽(102)相通,所述挤压深锅体(202)位于注料槽(102)的内部,所述合金包边(203)的材料为钨金,所述卡环(301)位于缓流凸起(104)的下方。
3.根据权利要求1所述的一种深锅模具,其特征在于,所述凹模注料块(101)的顶部对称安装有定位销(105),所述凹模注料块(101)的底部对称开设有固定孔(106)。
4.根据权利要求3所述的一种深锅模具,其特征在于,所述固定孔(106)的内部安装有衔接柱(107),所述衔接柱(107)的底部安装有底板(108),所述底板(108)的顶部贯穿开设有螺纹槽(109),所述螺纹槽(109)位于凹模注料块(101)的外侧。
5.根据权利要求1所述的一种深锅模具,其特征在于,所述凹模注料块(101)的底部对称开设有销槽(204),所述销槽(204)的内壁有与定位销(105)的外侧相互接触。
6.根据权利要求1所述的一种深锅模具,其特征在于,所述卡环(301)的内部活动安装有嵌套架(302),所述嵌套架(302)的底部安装有垫板(303)。
7.根据权利要求6所述的一种深锅模具,其特征在于,所述垫板(303)的底部安装有支撑环(304),所述支撑环(304)的内部安装有过滤网(305)。
技术总结
本技术公开了一种深锅模具,包括下模组件、上模组件和过滤组件,所述下模组件包括凹模注料块、开设在凹模注料块顶部的注料槽、贯穿开设在凹模注料块底部的注料孔和安装在注料孔内壁的缓流凸起,所述上模组件包括活动安装在凹模注料块顶部的凸模成型块、安装在凸模成型块底部的挤压深锅体和安装在挤压深锅体外侧的合金包边,本技术中安装有凹模注料块、注料槽、注料孔和缓流凸起,降低了对模具的冲击,模具使用寿命可以增加50%左右,并且底部进料在脱模后只需对底部进行打磨冲刷,减少了后期打磨的人工成本,提高了生产效率,并且底部打磨不会影响到锅口的直径,这样可以进一步保证了锅口的外观尺寸与装配的锅盖一致。
技术研发人员:李俊标,蒋华
受保护的技术使用者:佛山市顺德区广裕升金属制品有限公司
技术研发日:20230213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!