一种偏心蝶阀阀座用激光熔覆工装夹具的制作方法
本技术涉及夹具,具体是一种偏心蝶阀阀座用激光熔覆工装夹具。
背景技术:
1、阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。阀门行业在国民经济发展中,作为装备制造业的一个重要环节,起到非常重要的作用。为了满足高低温度、强冲蚀、长寿命等工业应用的使用要求,金属密封蝶阀得到了很大的发展。随着耐高温、耐低温、耐强腐蚀、耐强冲蚀、高强度合金材料在蝶阀中的应用,使金属密封蝶阀在高低温度、强冲蚀、长寿命等工业领域得到了广泛的应用。
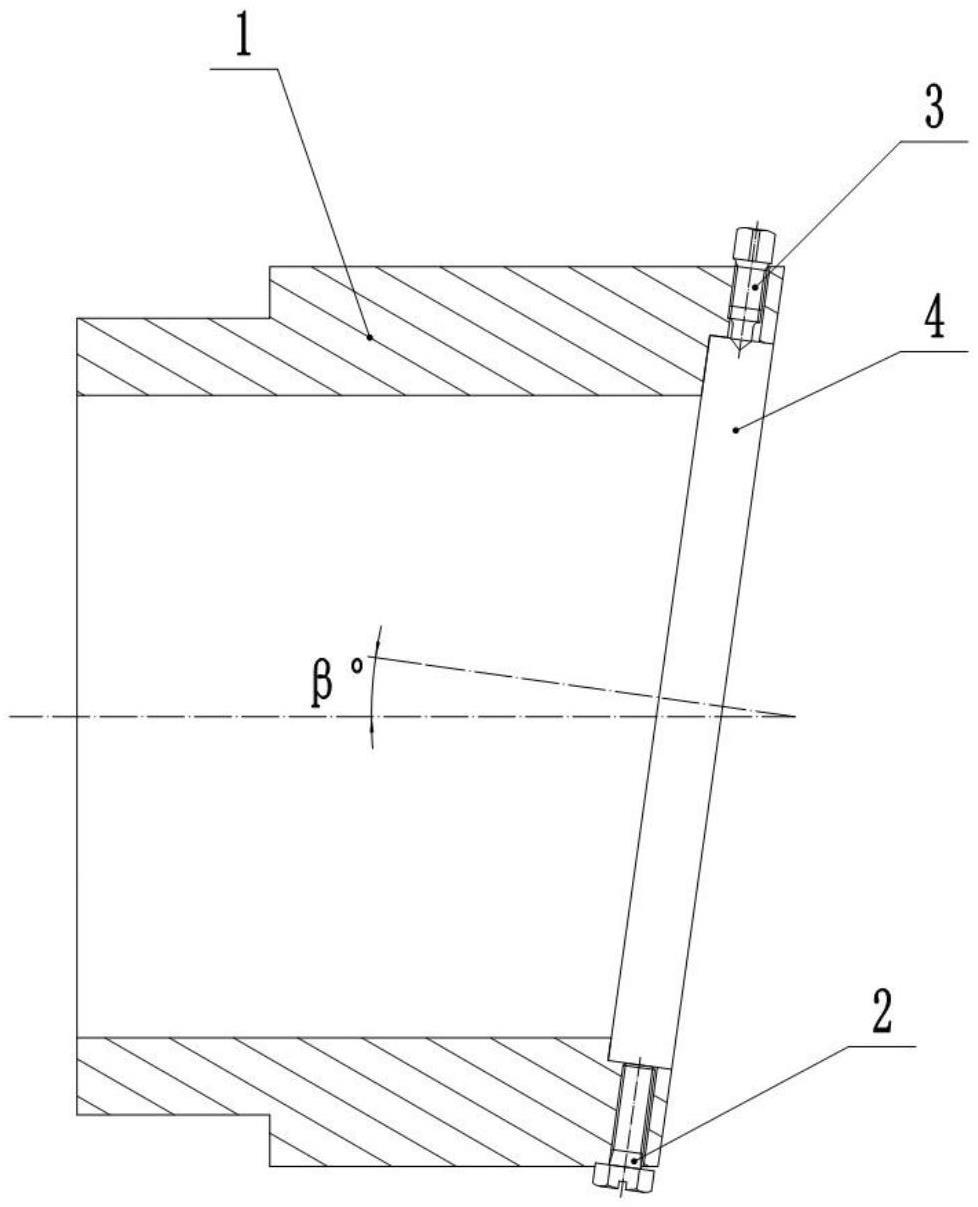
2、现有一种偏心蝶阀阀座,如图1所示,由于阀座内孔锥面中心线与阀座外圆中心线成一夹角β,使阀座的密封面呈偏心锥形,这时蝶阀的密封断面变成了椭圆形,密封面的形状也因此上下不对称。由于密封面为斜锥形,被分隔为偏大的一侧沿着大倾斜曲面向上方压向阀座,偏小的一侧沿着小倾斜曲面向下方压向阀座。密封圈与阀座间的密封不是靠阀座的弹性变形,而是完全依靠接触面的压紧实现密封,偏心蝶阀的开闭过程中摩擦极小,并且随着关闭压力的增加,阀门越关越紧。
3、在实际工业生产使用中,通常会在阀座密封偏心锥面制备金属强化涂层,传统工艺多采用堆焊工艺,但堆焊工艺存在的变形、缺陷及材料浪费等问题使其正逐步被淘汰,激光熔覆工艺由于材料范围广、热变形小、熔覆涂层性能优良、使用寿命长等技术有点,已广泛应用于阀门密封面强化涂层制备,通常在基材阀座密封面制备1-2mm熔覆涂层,选用钴基合金粉末,从而得到高硬度耐磨、耐腐蚀、高温性能良好的熔覆涂层。
4、在激光熔覆制备强化涂层加工过程中,加工方式为阀座的圆周旋转方式配合激光熔覆头的直线运动方式最后形成螺旋熔覆面,由于偏心锥面中心线和阀座外圆中心线成夹角β,若直接夹持阀座外圆使其旋转,那么偏心锥面的旋转则是不规则的,不便于进行强化涂层加工。
技术实现思路
1、本实用新型意在提供一种偏心蝶阀阀座用激光熔覆工装夹具,以解决直接夹持阀座外圆使其旋转,那么偏心锥面的旋转则是不规则的,不便于进行强化涂层加工的问题。
2、为了达到上述目的,本实用新型的基础方案如下:一种偏心蝶阀阀座用激光熔覆工装夹具,包括工装主体和限位件,所述工装主体为圆筒状,所述工装主体端部设有阀座安装槽,且所述阀座安装槽倾斜设置,所述阀座安装槽的轴线与工装主体的轴线成夹角β,所述限位件可拆卸连接在阀座安装槽侧边。
3、进一步,所述工装主体与阀座安装槽相对的一端设有阶梯槽。
4、进一步,所述限位件包括若干锁紧螺栓,所述阀座安装槽侧边设有若干螺纹孔,若干所述锁紧螺栓螺纹连接在螺纹孔内。
5、进一步,所述限位件还包括若干定位螺钉,若干所述定位螺钉螺纹连接在螺纹孔内。
6、本方案的有益效果:(1)通过本方案特有结构设计,阀座与工装主体安装配合后,旋转运动上校正阀座偏心锥面中心线,使其与工装主体轴线重合一致,从而使阀座的旋转运动为绕锥面中心线的正锥形旋转运动,校正阀座锥面中心线后,配合熔覆加工头的直线运动,实现整个熔覆过程加工配合成螺旋行进面,保证熔覆过程熔覆加工头和阀座锥面的焦距保持一致,从而保证熔覆加工的均匀性和熔覆层质量,提高阀座熔覆加工生产效率。
7、(2)采用定位螺钉实现阀座安装时的圆周方向定位,保证安装和拆卸位置固定,采用锁紧螺栓紧固阀座,保证阀座安装稳定,同时提高拆装效率。
8、(3)工装主体端部的阶梯槽便于将工装主体固定到熔覆加工设备上。
技术特征:
1.一种偏心蝶阀阀座用激光熔覆工装夹具,其特征在于:包括工装主体和限位件,所述工装主体为圆筒状,所述工装主体端部设有阀座安装槽,且所述阀座安装槽倾斜设置,所述阀座安装槽的轴线与工装主体的轴线成夹角β,所述限位件可拆卸连接在阀座安装槽侧边。
2.根据权利要求1所述的一种偏心蝶阀阀座用激光熔覆工装夹具,其特征在于:所述工装主体与阀座安装槽相对的一端设有阶梯槽。
3.根据权利要求2所述的一种偏心蝶阀阀座用激光熔覆工装夹具,其特征在于:所述限位件包括若干锁紧螺栓,所述阀座安装槽侧边设有若干螺纹孔,若干所述锁紧螺栓螺纹连接在螺纹孔内。
4.根据权利要求3所述的一种偏心蝶阀阀座用激光熔覆工装夹具,其特征在于:所述限位件还包括若干定位螺钉,若干所述定位螺钉螺纹连接在螺纹孔内。
技术总结
本专利涉及夹具技术领域,具体是一种偏心蝶阀阀座用激光熔覆工装夹具,包括工装主体和限位件,所述工装主体为圆筒状,所述工装主体端部设有阀座安装槽,且所述阀座安装槽倾斜设置,所述阀座安装槽的轴线与工装主体的轴线成夹角β,所述限位件可拆卸连接在阀座安装槽侧边,阀座与工装主体安装配合后,旋转运动上校正阀座偏心锥面中心线,使其与工装主体轴线重合一致,从而使阀座的旋转运动为绕锥面中心线的正锥形旋转运动,校正阀座锥面中心线后,配合熔覆加工头的直线运动,实现整个熔覆过程加工配合成螺旋行进面,解决了直接夹持阀座外圆使其旋转,那么偏心锥面的旋转则是不规则的,不便于进行强化涂层加工的问题。
技术研发人员:唐定超,段虎明,赵婧言,熊心亮,刘艺,傅周
受保护的技术使用者:重庆机电增材制造有限公司
技术研发日:20230222
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!