一种带片齿的轴类零件热处理用渗碳料盘的制作方法
本技术属于工程机械领域,涉及渗碳淬火热处理装料器具,具体涉及一种带片齿的轴类零件在热处理工序备料过程中的渗碳料盘。
背景技术:
1、汽车发动机和变速箱中的零件主要是齿轮和轴类,现阶段均采用硬齿面传动技术,硬齿面零件均需要经过渗碳淬火处理,该处理方式可使零件表面保持高强度的同时心部维持良好的韧性。以前,发动机和变速箱的轴及传动齿轮采用分体设计,经过热处理工序后将两个零件焊接或压装,随着设计的及制造水平的不断进步,现阶段可以采用一体成型的方式直接加工成一体轴,可减少防渗、焊接或压装等工序,并大幅提高零件刚性和强度。然而,由于一体轴的结构原因,轴向最大尺寸及圆周向最大尺寸均较大,不能采用传统的轴类零件竖放密排装炉或者片齿轮的串放或叠放装炉,热处理工序装炉量大幅度减少,热处理渗碳淬火工序时间较长且能耗较大,装炉量的成倍减少意味着热处理成本的成倍增加的问题。
技术实现思路
1、针对现有技术中存在的问题,本实用新型提供一种带片齿的轴类零件热处理用渗碳料盘,从而可以实现带片齿的轴类零件的交错备料,大幅度提高了装炉数量,减少了因零件结构导致的热处理装炉时空间的大幅度浪费,降低了热处理生产成本,提高了设备产能和生产效率。
2、本实用新型是通过以下技术方案来实现:
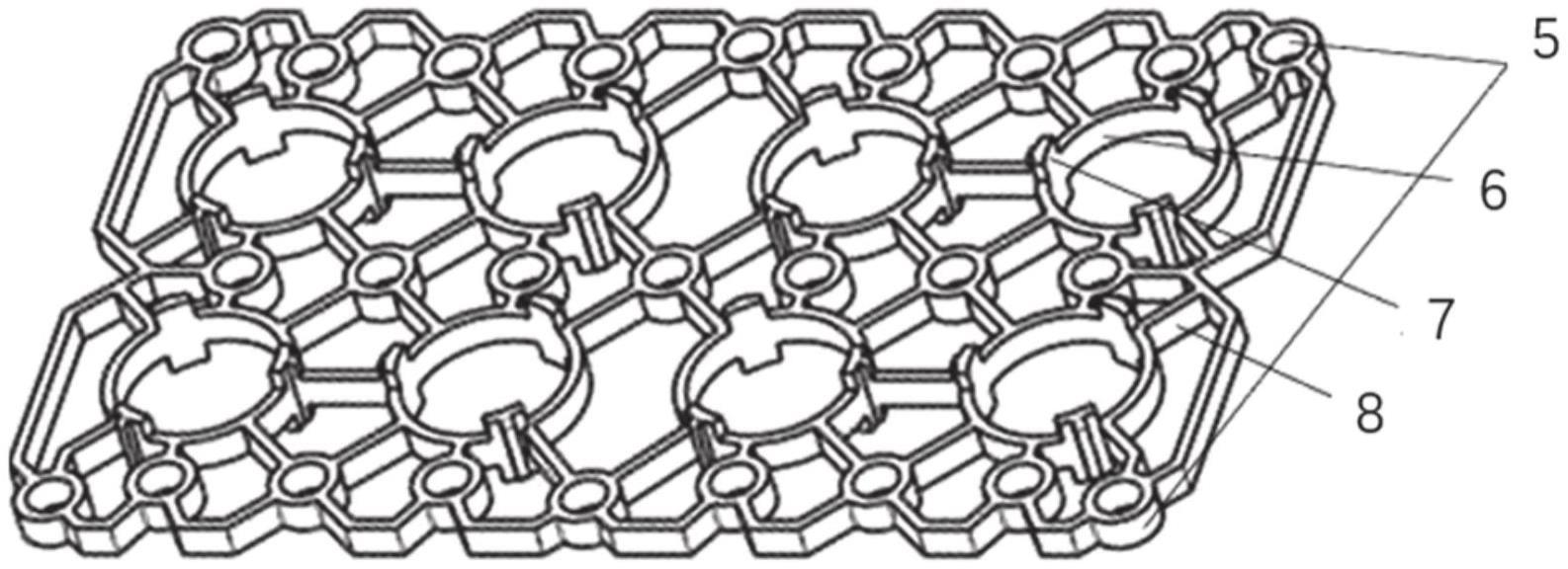
3、一种带片齿的轴类零件热处理用渗碳料盘包括a料盘,b料盘,安装孔,备料孔和加强筋;
4、所述a料盘和b料盘上的安装孔的布置位置一致,所述安装孔均布置在a料盘和b料盘的边沿以及中心线处,所述备料孔布置在边沿的安装孔与中心线的安装孔之间;当a料盘和b料盘组合使用时,a料盘位于b料盘的正上方,且两者平行,b料盘的备料孔位于a料盘的相邻两个备料孔中间位置;所述备料孔与安装孔之间均通过加强筋连接。
5、优选的,所述备料孔的上下两端面上设置有支撑柱。
6、优选的,所述备料孔的每个端面上均匀设置有3个支撑柱。
7、优选的,所述a料盘和b料盘的外径尺寸大小一致。
8、优选的,所述a料盘和b料盘之间通过立柱与安装孔之间的配合连接。
9、优选的,还包括底盘,使用时,b料盘通过立柱安装在底盘上的安装孔中。
10、优选的,若零件的片齿部位无减重槽时,则支撑柱高度为10±5mm,若零件的片齿部位有减重槽时,则支撑柱高度为减重槽深度值+10mm。
11、优选的,所述备料孔的尺寸大于零件的轴径尺寸,且小于零件的片齿部位的齿根圆外径尺寸;
12、备料孔直径的表达式为:d>a+2mm,且d<b;其中,d为备料孔直径,a为零件的轴身部位最大外径,b为零件的片齿部位最大外径。
13、优选的,所述备料孔的间距为:m≥b+s,n≥b+s;其中,m为相邻两备料孔之间的横向间隙m,n为相邻两备料孔之间的纵向间隙,s为备料过程中零件的间隙最小值,b为零件的片齿部位最大外径。
14、优选的,所述渗碳料盘通过安装孔,备料孔和加强筋之间采用铸造工艺形成的网格板。
15、与现有技术相比,本实用新型具有以下有益的技术效果:
16、本实用新型提供一种带片齿的轴类零件热处理用渗碳料盘,该料盘由两个不同的料盘组成一组,分为上下两层,即a料盘和b料盘,使用时,b料盘的备料孔位于a料盘的量备料孔的中间位置,备料时轴身在空间上实现交错,减少高度上的空间浪费,实际备料时上层零件悬挂于a料盘上,轴身和片齿位于料盘下方,支撑柱支撑片齿下端面或者减重槽位置;下层零件采用竖直堆放于b料盘上,轴身和片齿位于料盘上方,采用零件在竖直方向所占的空间大幅度减少,增加了装炉数量,从而可以实现带片齿的轴类零件的交错备料,大幅度提高了装炉数量,减少了因零件结构导致的热处理装炉时空间的大幅度浪费,降低了热处理生产成本,提高了设备产能和生产效率,保证零件渗碳质量且有效控制零件变形。
17、进一步,本实用新型采用a料盘和b料盘组合备料,零件备料时可实现插空备料,装炉数量提升50%及以上。
18、进一步,本实用新型在备料孔的上下端面上设置支撑柱,每端面3个支撑柱,呈120°均布,实现3点支撑,使得零件的片齿轮端面悬空,避免端面与料盘接触引起片齿部位端跳超差;备料时,支撑柱支撑减重槽而非端面,可防止由于料盘变形导致的片齿轮端面跳动过大或齿形齿向超差。
19、进一步,备料孔上下两端面均布使得料盘的两面均可以起到支撑作用,实现翻面,防止长时间单面备料导致料盘中凹或翘曲。
技术特征:
1.一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,包括a料盘(1),b料盘(2),安装孔(5),备料孔(6)和加强筋(8);
2.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述备料孔(6)的上下两端面上设置有支撑柱(7)。
3.根据权利要求2所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述备料孔(6)的每个端面上均匀设置有3个支撑柱(7)。
4.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述a料盘(1)和b料盘(2)的外径尺寸大小一致。
5.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述a料盘(1)和b料盘(2)之间通过立柱(3)与安装孔(5)之间的配合连接。
6.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,还包括底盘(4),使用时,b料盘(2)通过立柱(3)安装在底盘(4)上的安装孔中。
7.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,若零件的片齿部位无减重槽时,则支撑柱(7)高度为10±5mm,若零件的片齿部位有减重槽时,则支撑柱(7)高度为减重槽深度值+10mm。
8.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述备料孔(6)的尺寸大于零件的轴径尺寸,且小于零件的片齿部位的齿根圆外径尺寸;
9.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述备料孔(6)的间距为:m≥b+s,n≥b+s;其中,m为相邻两备料孔(6)之间的横向间隙m,n为相邻两备料孔(6)之间的纵向间隙,s为备料过程中零件的间隙最小值,b为零件的片齿部位最大外径。
10.根据权利要求1所述的一种带片齿的轴类零件热处理用渗碳料盘,其特征在于,所述渗碳料盘通过安装孔(5),备料孔(6)和加强筋(8)之间采用铸造工艺形成的网格板。
技术总结
本技术公开了一种带片齿的轴类零件热处理用渗碳料盘,包括安装孔,备料孔和加强筋;所述安装孔与备料孔之间均通过加强筋连接;所述渗碳料盘包括A料盘和B料盘,所述A料盘和B料盘的安装孔的布置位置一致,当A料盘和B料盘组合使用时,A料盘位于B料盘的正上方,且两者平行,B料盘的备料孔位于A料盘的相邻两个备料孔中间位置,采用A料盘和B料盘组合备料,从而可以实现带片齿的轴类零件的交错备料,大幅度提高了装炉数量,减少了因零件结构导致的热处理装炉时空间的大幅度浪费,降低了热处理生产成本,提高了设备产能和生产效率,保证零件渗碳质量且有效控制零件变形的基础上增加零件的装炉量。
技术研发人员:李阳,胡星,杨扬,朱鹏凯,张晓田
受保护的技术使用者:西安法士特汽车传动有限公司
技术研发日:20230222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!