一种HFW焊接套管在线形变热处理装置的制作方法
本技术属于直缝钢管制造设备,特别涉及一种hfw焊接套管在线形变热处理装置。
背景技术:
1、高频焊接(high frequency welding,简称hfw)技术制造焊管时,首先是将带钢进行冷弯成型,然后在两边开口角的会合区域施加高频感应电流,使带钢边缘加热到熔化状态,通过挤压来实现焊接,因此hfw焊管具有生产效率高、尺寸精度好、规格范围宽、母材缺陷少、外形美观等优点,已广泛应用于石油天然气领域。
2、作为一种工业材料,电阻焊管具有较高的抗压溃性能及优异的螺纹加工适用性。而现有的hfw焊接钢管主要是利用高频电流的集肤效应和临近效应将开口边缘的钢材局部加热到熔融、半熔融状态,随后在挤压辊的作用下完成闭合。受高频加热和挤压过程的影响,焊接接头部分在化学成分、组织结构、晶粒状态等方面与基体存在差异,尤其是焊缝冲击韧性远低于母材,导致在复杂应力条件下易发生开裂,故绝大多数hfw高频焊管机组只能生产j55钢级hfw焊接套管,hfw-n80套管仅处于试制阶段,对于更高级别的hfw-p110套管的研究十分有限。
技术实现思路
1、针对上述问题,本实用新型的目的是提供一种hfw焊接套管在线形变热处理装置,先将焊接后的hfw焊缝通过2台在线感应加热装置加热到形变温度,随后通过四机架四辊式形变处理模块的多组水平主动辊和惰性立辊对hfw焊接套管焊缝区进行均匀变形,降低了辊缝处所造成的压痕、青线等缺陷,提升了整个产品的外观质量;同时实现了焊缝区的热机械轧制,细化了晶粒尺寸,降低了焊缝区与基体母材之间的差异,可以有效改善焊缝组织性能,避免焊缝发生开裂,从而大大提升成品钢管质量和性能,且拆装及调整方便并最大程度的降低成本。
2、本实用新型的技术方案在于:一种hfw焊接套管在线形变热处理装置,该装置安装在焊接挤压辊机加工的hfw焊管的输出端,包括沿hfw焊管的输出方向依次呈直线排布的第一中频感应加热器、第二中频感应加热器、四机架四辊式形变处理模块和出口辊道,所述四机架四辊式形变处理模块包括呈直线排布的第一机架、第二机架、第三机架和第四机架,所述第一机架包括两个第一水平主动辊和两个第一惰性立辊,所述第一水平主动辊和第一惰性立辊的孔型均为扇形,两个所述第一惰性立辊左右设置,两个所述第一水平主动辊上下设置,所述第二机架包括两个第二水平主动辊和两个第二惰性立辊,所述第二水平主动辊和第二惰性立辊的孔型均为扇形,两个所述第二惰性立辊左右设置,两个所述第二水平主动辊上下设置,所述第三机架包括两个第三水平主动辊和两个第三惰性立辊,所述第三水平主动辊和第三惰性立辊的孔型均为扇形,两个所述第三惰性立辊左右设置,两个所述第三水平主动辊上下设置,所述第四机架包括两个第四水平主动辊和两个第四惰性立辊,所述第四水平主动辊和第四惰性立辊的孔型均为扇形,两个所述第四惰性立辊左右设置,两个所述第四水平主动辊上下设置。
3、所述第一水平主动辊孔型的扇形面角为120°,所述第一惰性立辊孔型的扇形面角为60°,相邻第一水平主动辊、第一惰性立辊的辊间辊缝距离为3mm~4mm,所述hfw焊管的焊缝与所述第一水平主动辊相接触。
4、所述第二水平主动辊孔型的扇形面角为110°,所述第二惰性立辊孔型的扇形面角为70°,相邻所述第二水平主动辊、第二惰性立辊的辊间辊缝距离为3mm~4mm,所述hfw焊管的焊缝与所述第二水平主动辊相接触。
5、所述第三水平主动辊孔型的扇形面角为130°,所述第三惰性立辊孔型的扇形面角为50°,相邻所述第三水平主动辊、第三惰性立辊的辊间辊缝距离为3mm~4mm,所述hfw焊管的焊缝与第三水平主动辊相接触。
6、所述第四水平主动辊孔型的扇形面角为90°,所述第四惰性立辊孔型的扇形面角为90°,相邻所述第四水平主动辊、第四惰性立辊的辊间辊缝距离为3mm~4mm,所述hfw焊管的焊缝与第四水平主动辊相接触。
7、所述第一机架、第二机架和第三机架采用水平辊电机加减速机传动的方式,所述第四机架无动力驱动。
8、所述第一中频感应加热器的加热温度范围600℃~850℃,所述第二中频感应加热器的加热温度范围750℃~1050℃。
9、所述第一水平主动辊和第一惰性立辊的孔型半径相同,所述第二水平主动辊和第二惰性立辊的孔型半径相同,所述第三水平主动辊和第三惰性立辊的孔型半径相同,所述第四水平主动辊和第四惰性立辊的孔型半径相同,所述第一水平主动辊的孔型半径>第二水平主动辊的孔型半径>第三水平主动辊的孔型半径>第四水平主动辊的孔型半径。
10、本实用新型的技术效果在于:1、本实用新型通过四机架四辊式形变处理模块的多组水平主动辊和惰性立辊对hfw焊接套管焊缝区进行处理,四机架四辊式形变处理模块的孔型半径逐级递减,同一机架水平辊与立辊孔型半径相同,可实现焊缝区的均匀变形,经四机架四辊式形变处理模块渐变形变后,管体周长减少量控制在2mm以内。2、本实用新型四机架四辊式形变处理模块的多个水平辊与立辊扇面各异,从而保证了各机架间管体包络面互补,一方面降低了辊缝处所造成的压痕、青线等缺陷,提升了整个产品的外观质量;另一方面,实现了焊缝区的热机械轧制,细化了晶粒尺寸,降低了焊缝区与基体母材之间的差异,可以有效改善焊缝组织性能,避免焊缝发生开裂,从而大大提升成品钢管质量和性能,且拆装及调整方便并最大程度的降低成本。
11、以下将结合附图进行进一步的说明。
技术特征:
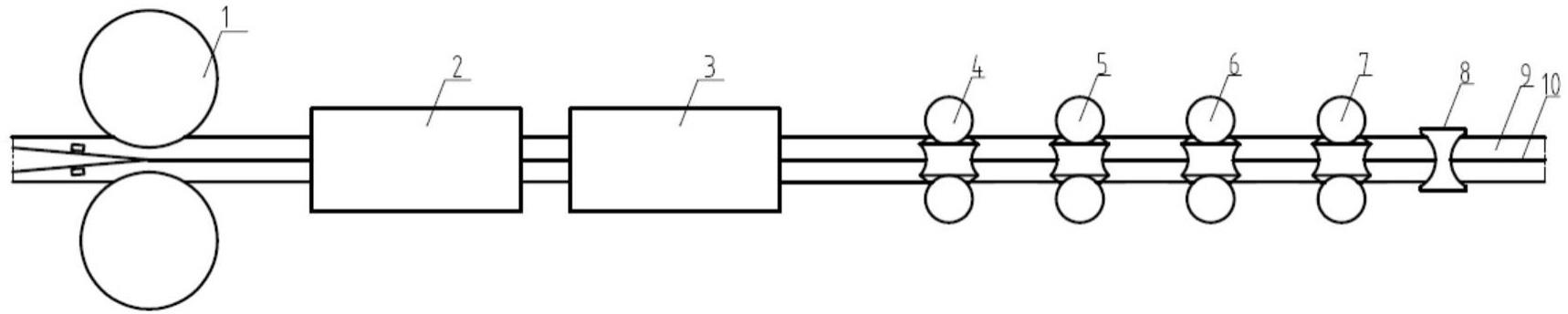
1.一种hfw焊接套管在线形变热处理装置,该装置安装在焊接挤压辊机(1)加工的hfw焊管(9)的输出端,其特征在于:包括沿hfw焊管(9)的输出方向依次呈直线排布的第一中频感应加热器(2)、第二中频感应加热器(3)、四机架四辊式形变处理模块和出口辊道(8),所述四机架四辊式形变处理模块包括呈直线排布的第一机架(4)、第二机架(5)、第三机架(6)和第四机架(7),所述第一机架(4)包括两个第一水平主动辊(41)和两个第一惰性立辊(42),所述第一水平主动辊(41)和第一惰性立辊(42)的孔型均为扇形,两个所述第一惰性立辊(42)左右设置,两个所述第一水平主动辊(41)上下设置,所述第二机架(5)包括两个第二水平主动辊(51)和两个第二惰性立辊(52),所述第二水平主动辊(51)和第二惰性立辊(52)的孔型均为扇形,两个所述第二惰性立辊(52)左右设置,两个所述第二水平主动辊(51)上下设置,所述第三机架(6)包括两个第三水平主动辊(61)和两个第三惰性立辊(62),所述第三水平主动辊(61)和第三惰性立辊(62)的孔型均为扇形,两个所述第三惰性立辊(62)左右设置,两个所述第三水平主动辊(61)上下设置,所述第四机架(7)包括两个第四水平主动辊(71)和两个第四惰性立辊(72),所述第四水平主动辊(71)和第四惰性立辊(72)的孔型均为扇形,两个所述第四惰性立辊(72)左右设置,两个所述第四水平主动辊(71)上下设置。
2.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第一水平主动辊(41)孔型的扇形面角为120°,所述第一惰性立辊(42)孔型的扇形面角为60°,相邻第一水平主动辊(41)、第一惰性立辊(42)的辊间辊缝距离为3mm~4mm,所述hfw焊管(9)的焊缝(10)与所述第一水平主动辊(41)相接触。
3.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第二水平主动辊(51)孔型的扇形面角为110°,所述第二惰性立辊(52)孔型的扇形面角为70°,相邻所述第二水平主动辊(51)、第二惰性立辊(52)的辊间辊缝距离为3mm~4mm,所述hfw焊管(9)的焊缝(10)与所述第二水平主动辊(51)相接触。
4.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第三水平主动辊(61)孔型的扇形面角为130°,所述第三惰性立辊(62)孔型的扇形面角为50°,相邻所述第三水平主动辊(61)、第三惰性立辊(62)的辊间辊缝距离为3mm~4mm,所述hfw焊管(9)的焊缝(10)与第三水平主动辊(61)相接触。
5.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第四水平主动辊(71)孔型的扇形面角为90°,所述第四惰性立辊(72)孔型的扇形面角为90°,相邻所述第四水平主动辊(71)、第四惰性立辊(72)的辊间辊缝距离为3mm~4mm,所述hfw焊管(9)的焊缝(10)与第四水平主动辊(71)相接触。
6.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第一机架(4)、第二机架(5)和第三机架(6)采用水平辊电机加减速机传动的方式,所述第四机架(7)无动力驱动。
7.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第一中频感应加热器(2)的加热温度范围600℃~850℃,所述第二中频感应加热器(3)的加热温度范围750℃~1050℃。
8.根据权利要求1所述一种hfw焊接套管在线形变热处理装置,其特征在于:所述第一水平主动辊(41)和第一惰性立辊(42)的孔型半径相同,所述第二水平主动辊(51)和第二惰性立辊(52)的孔型半径相同,所述第三水平主动辊(61)和第三惰性立辊(62)的孔型半径相同,所述第四水平主动辊(71)和第四惰性立辊(72)的孔型半径相同,所述第一水平主动辊(41)的孔型半径>第二水平主动辊(51)的孔型半径>第三水平主动辊(61)的孔型半径>第四水平主动辊(71)的孔型半径。
技术总结
本技术属于直缝钢管制造设备技术领域,特别涉及一种HFW焊接套管在线形变热处理装置。该装置安装在焊接挤压辊机加工的HFW焊管的输出端,包括沿HFW焊管的输出方向依次呈直线排布的第一中频感应加热器、第二中频感应加热器、四机架四辊式形变处理模块和出口辊道,四机架四辊式形变处理模块包括呈直线排布的第一机架、第二机架、第三机架和第四机架。本技术通过四机架四辊式形变处理模块的多组水平主动辊和惰性立辊对HFW焊接套管焊缝区进行均匀变形,降低了辊缝处所造成的压痕、青线等缺陷;同时实现了焊缝区的热机械轧制,细化了晶粒尺寸,有效改善了焊缝组织性能,避免焊缝发生开裂。
技术研发人员:毕宗岳,李远征,陈浩明,苑清英,张锦刚,余晗,高盟召,陈佳遥,唐家睿,何石磊,汪强,晁利宁,田永强
受保护的技术使用者:中国石油天然气集团有限公司
技术研发日:20230228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!