一种外圆磨床的自动检测修正系统的制作方法
本技术涉及一种机床,具体为一种外圆磨床的自动检测修正系统。
背景技术:
1、外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床;使用最广泛,能加工各种圆柱形圆锥形外表面及轴肩端面磨床,是所有的磨床中应用得最广泛的一类机床。
2、外圆磨床主要用来磨削外圆柱面和圆锥面,基本的磨削方法有两种:纵磨法和切入磨法。纵磨时,砂轮旋转作主运动,进给运动有:工件旋转作圆周进给运动,如专利文献cn217345061u公开的一种外圆磨床的进给机构,移动板的顶端滑动连接有滑动板,移动板的顶端固定连接有两个条型滑块,滑动板的底端开设有与条型滑块相匹配的滑槽,条型滑块与滑槽呈滑动配合,便于滑动板进行滑动,条型滑块的前后两端均固定连接有挡板,以免滑动板脱离移动板,夹持旋转机构设置在滑动板的顶端,移动板的前端固定连接有承托板,承托板的顶端安装有多级伸缩气缸,便于对多级伸缩气缸进行支撑,多级伸缩气缸的后部输出端与滑动板固定连接,便于带动滑动板进行滑动,多级伸缩气缸的输出端带动滑动板进行前后滑动至合适位置。
3、上述装置是以砂轮为定,以工件为动,通过多级伸缩气缸的输出端带动滑动板进行前后滑动至合适位置,即可带动夹持旋转机构上的工件移动至合适位置,由于工件大小不一,通过气缸不能实时控制工件的进给量;
4、通常在装夹工件之后需要手动计算起始位置与砂轮的进给量得不到很好的控制,以及工件加工尺寸需要反复手动测量、不好测量、测量不准。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种外圆磨床的自动检测修正系统,通过起始点探针下探工件来确定起始位置,通过在线检测接触器、在线检测显示器传输数据给控制器来自动实时控制砂轮的进给量。
2、为实现上述的功能目的,本实用新型提供如下技术方案:一种外圆磨床的自动检测修正系统,包括机体,机体的上端固定有工作台,机体的两侧设有辅助台,工作台上固定有导轨,导轨上活动有挡屑盖,机体的一面设有立柱,立柱上固定有控制器,立柱的一侧设有与机体固定的施工台,工作台包括定夹组件,定夹组件固定于工作台上,定夹组件上固定有电机,定夹组件中活动有传动轴,电机的输出轴通过传送带与传动轴配合,定夹组件的一侧设有与工作台活动的动夹组件,动夹组件、定夹组件之间设有与工作台设有2个可移动的在线检测器。
3、作为优化的,控制器上设有在线检测显示器,上述在线检测显示器可以显示工件的外径大小。
4、作为优化的,在线检测器上设有在线检测接触器,上述在线检测接触器可以慢慢靠近并适时检测工件研磨后的外径尺寸。
5、作为优化的,施工台包括第二电机,第二电机固定于施工台上,第二电机的一侧设有与施工台配合的支撑台,支撑台上固定有点探针轨道,支撑台的一侧设有与施工台固定的防尘盖,支撑台的另一侧设有砂轮,转轴的一端贯穿防尘盖,转轴的另一端贯穿支撑台并与砂轮配合,上述点探针轨道上活动有起始点探针,起始点探针可以在点探针轨道上进行平移。
6、与现有技术相比,本实用新型的有益效果:
7、本实用新型一种外圆磨床的自动检测修正系统,通过在线检测器、在线检测接触器、起始点探针的设置,起始点探针下探至工件端面,计算并确定起始位置,以确定砂轮起始研磨位置,确定需研磨的外径位置后,砂轮启动,并慢慢靠近工件开始研磨,在线检测接触器也慢慢靠近并适时检测研磨后的外径尺寸,显示于在线检测显示器上,并传输给磨床控制器,以控制砂轮的进给量,解决了装夹工件之后需要手动计算起始位置与砂轮的进给量得不到很好的控制,以及工件加工尺寸需要反复手动测量、不好测量、测量不准的问题
技术特征:
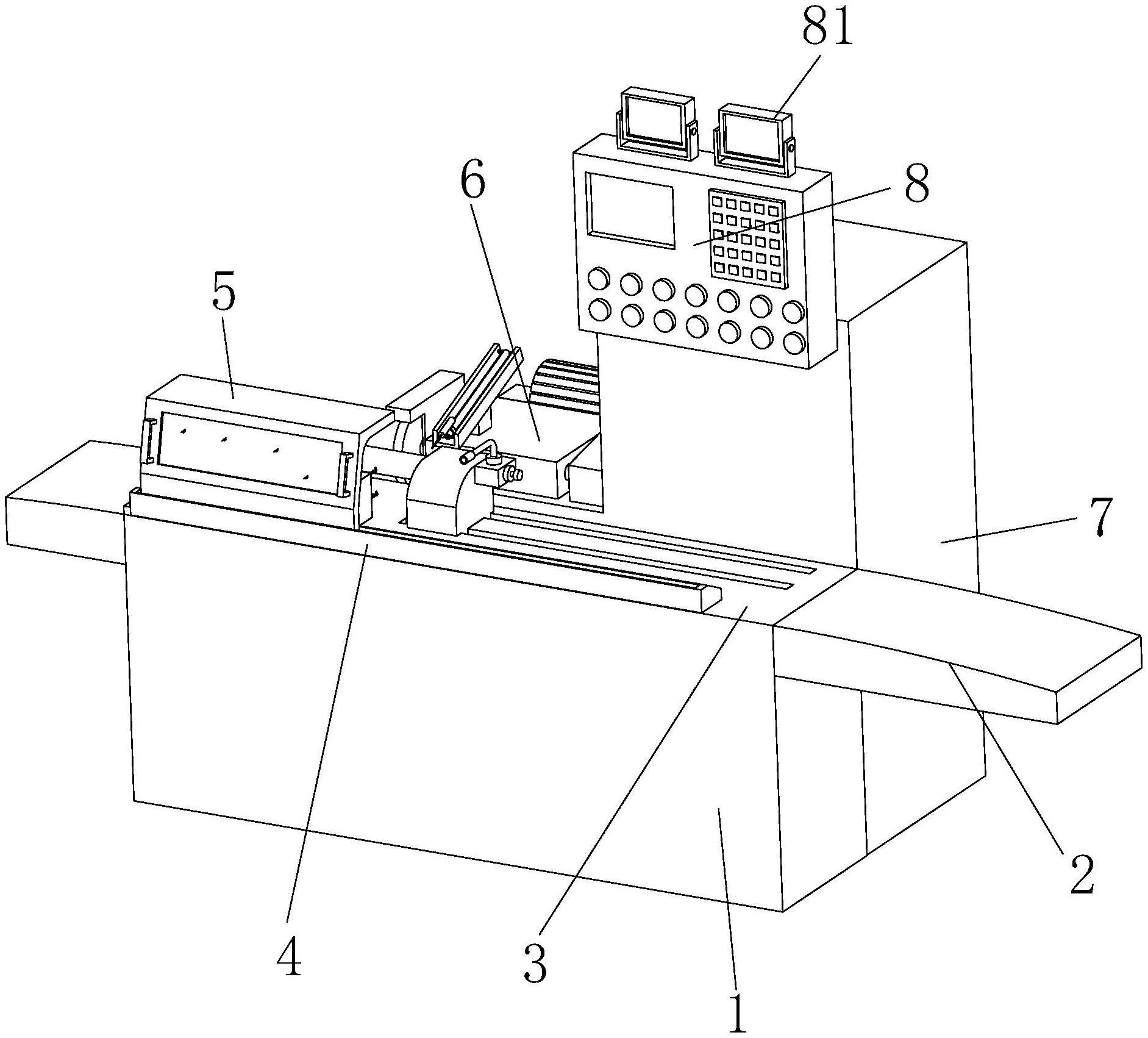
1.一种外圆磨床的自动检测修正系统,包括机体(1),所述机体(1)的上端固定有工作台(3),所述机体(1)的两侧设有辅助台(2),所述工作台(3)上固定有导轨(4),所述导轨(4)上活动有挡屑盖(5),所述机体(1)的一面设有立柱(7),所述立柱(7)上固定有控制器(8),所述立柱(7)的一侧设有与机体(1)固定的施工台(6),所述工作台(3)上设有用于夹紧工件的定夹组件(34)、动夹组件(31),其特征在于:所述动夹组件(31)、定夹组件(34)之间设有2个可移动的在线检测器(32),每个在线检测器(32)上均设有在线检测接触器(21),所述控制器(8)顶部设有2个在线检测显示器(81),所述施工台(6)上设有起始点探针(67)。
2.根据权利要求1所述的外圆磨床的自动检测修正系统,其特征在于:所述动夹组件(31)与工作台(3)滑动连接,使得动夹组件(31)能够在工作台(3)上移动。
3.根据权利要求1所述的外圆磨床的自动检测修正系统,其特征在于:所述定夹组件(34)上固定有电机(35),所述定夹组件(34)中活动有传动轴(37),所述电机(35)的输出轴通过传送带(36)、传动轮与传动轴(37)配合。
4.根据权利要求1所述的外圆磨床的自动检测修正系统,其特征在于:所述施工台(6)上固定有第二电机(61),所述第二电机(61)的一侧设有与施工台(6)配合的支撑台(64),所述支撑台(64)上固定有点探针轨道(65),所述起始点探针(67)设置在点探针轨道(65)上,所述支撑台(64)的一侧设有与施工台(6)固定的防尘盖(62),所述支撑台(64)的另一侧设有砂轮(66),所述砂轮(66)上设有与之配合的转轴(63)。
技术总结
本技术涉及一种机床技术领域,且公开了一种外圆磨床的自动检测修正系统,其机构包括机体、辅助台、工作台、导轨、挡屑盖、施工台、立柱、控制器,通过在线检测器、在线检测接触器、起始点探针的设置,起始点探针下探至工件端面,计算并确定起始位置,以确定砂轮起始研磨位置,确定需研磨的外径位置后,砂轮启动,并慢慢靠近工件开始研磨,在线检测接触器也慢慢靠近并适时检测研磨后的外径尺寸,显示于在线检测显示器上,并传输给磨床控制器,以控制砂轮的进给量,解决了装夹工件之后需要手动计算起始位置与砂轮的进给量得不到很好的控制,以及工件加工尺寸需要反复手动测量、不好测量、测量不准的问题。
技术研发人员:蒋雪玲,邹志雄,郭齐
受保护的技术使用者:福建赛菱机械科技有限公司
技术研发日:20230310
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!