一种陶瓷试样磨削工装及一种磨床的制作方法
本技术涉及陶瓷加工,尤其涉及一种陶瓷试样磨削工装及一种磨床。
背景技术:
1、在对陶瓷试样进行加工时,常见的磨削加工工艺采用平行砂轮对试样进行水平磨削,由于砂轮主轴轴承游隙的存在,砂轮加载于工件上的压力是进给压力和轴系自重的共同结果,磨头主轴轴承存在着间隙,砂轮运动中的上下跳动是难以避免的,这种颤动导致被加工面产生鱼鳞状震纹。现有技术中,提出了使用碗形砂轮水平进给进行垂直面磨削,排除了砂轮轴系自重的影响,切削力完全由砂轮的水平进给量控制,避免了鱼鳞状震纹的产生,提高了磨削加工的精度,但是,使用碗形砂轮在一个加工面加工完成后,旋转180度对代加工面进行加工时,需要严格控制加工面和未加工面的平行度,因此,需要对应设计一款夹具。
2、针对以上问题,现有技术公开号为cn 111337370 a的发明专利提出了陶瓷颗粒增强金属基复合材料磨料磨损性能检测装置,所述第一侧板上设有一个螺纹通孔,螺栓紧固件一端穿过螺纹通孔与锁紧板一侧转动连接,将待检测材料置于锁紧板和第二侧板之间,转动螺栓紧固件,推动锁紧板将待检测材料固定在锁紧板和第二侧板之间,但是,该方案进对待检测材料的两个面进行夹紧固定,加工面和未加工面的平行度无法保证。
技术实现思路
1、有鉴于此,本实用新型提出了一种陶瓷试样磨削工装,试样置于第一夹持部上且贴合所述第一表面,第二夹持部与第一夹持部将试样夹持于两者之间,保证待加工面和已加工面的平行度,提高磨削的精度。
2、本实用新型的技术方案是这样实现的:
3、第一方面,本实用新型提供了一种陶瓷试样磨削工装,包括底座、支撑板和压板,其中:
4、所述底座包括侧板,所述侧板包括相互垂直的第一表面和第二表面;
5、所述支撑板贴合所述第一表面且与所述第一表面连接,所述支撑板的顶面设置有第一夹持部;
6、所述压板设置于所述支撑板上方,平行于所述第二表面且与所述第二表面连接,所述压板的底面设置有第二夹持部,所述第二夹持部与所述第一夹持部相对设置,以夹持试样。
7、在以上技术方案的基础上,优选的,所述底座还包括底板,所述底板水平放置,所述侧板与所述底板连接且相互垂直,所述支撑板的底面贴合所述底板的上表面。
8、在以上技术方案的基础上,优选的,所述第一夹持部包括两个第一凸块,所述两个第一凸块按预设间距平行布置;所述第二夹持部包括两个第二凸块。
9、在以上技术方案的基础上,优选的,所述两个第一凸块的间距等于试样长度的一半。
10、在以上技术方案的基础上,优选的,所述第二凸块朝向所述第一凸块的一面为圆弧面。
11、在以上技术方案的基础上,优选的,还包括紧定装置,所述紧定装置包括球面垫圈和球窝螺栓,所述压板设置有第一安装孔,所述第二表面设置有第一螺纹孔,所述球窝螺栓插入所述安装孔中并与所述第一螺纹孔配合,所述球面垫圈置于所述球窝螺栓与所述压板之间。
12、在以上技术方案的基础上,优选的,还包括顶丝,所述压板远离所述第二凸块的一端设置有第二安装孔,所述第二表面设置有第二螺纹孔,所述顶丝穿过所述第二安装孔并与所述第二螺纹孔配合。
13、在以上技术方案的基础上,优选的,所述第一凸块位于第二表面下方,第二表面与第一凸块上表面之间的高度差大于或等于试样的高度。
14、在以上技术方案的基础上,优选的,所述第二凸块设置有直角缺口,所述直角缺口的一个面与所述第一凸块的上表面之间的夹角为锐角。
15、第二方面,本实用新型还提出了一种磨床,包括碗形砂轮、工作台和所述的陶瓷试样磨削工装,所述底板与所述工作台固定连接,所述碗形砂轮设置于所述压板的上方。
16、本实用新型的陶瓷试样磨削工装相对于现有技术具有以下有益效果:
17、(1)通过设置所述侧板包括相互垂直的第一表面和第二表面,所述支撑板与所述第一表面连接,所述压板平行于所述第二表面且与所述第二表面连接,试样置于第一夹持部上且贴合所述第一表面,第二夹持部与第一夹持部将试样夹持于两者之间,保证待加工面和已加工面的平行度,提高磨削的精度;
18、(2)通过设置两个第一凸块的间距等于试样长度的一半,放置试样时使两个第一凸块分别位于试样长度的1/4处和3/4处,给试样提供中段为简支梁、两端为短悬臂梁的支撑,使试样几乎仅承受压应力,减小试样承受的剪切力,避免因试样不平或弯曲而施用较大夹持力时试样压断的情况发生,提高装置的稳定性;
19、(3)通过所述球面垫圈置于所述球窝螺栓与所述压板之间,可以调整压板的倾斜度,使第二凸块可以垂直于试样进行夹持,使试样夹持更加稳定和牢固,且配合顶丝调节压板与第二表面的间距,从而可以适应不同高度试样的夹持,提高装置的适用性;
20、(4)通过设置所述第二凸块朝向所述第一凸块的一面为圆弧面,可以在试样未加工的上表面倾斜引起的试样上下表面平行度不一时,使第二凸块与第一凸块的夹持力的方向平行,避免两者不平行产生的剪切力使试样压断,提高装置的稳定性。
技术特征:
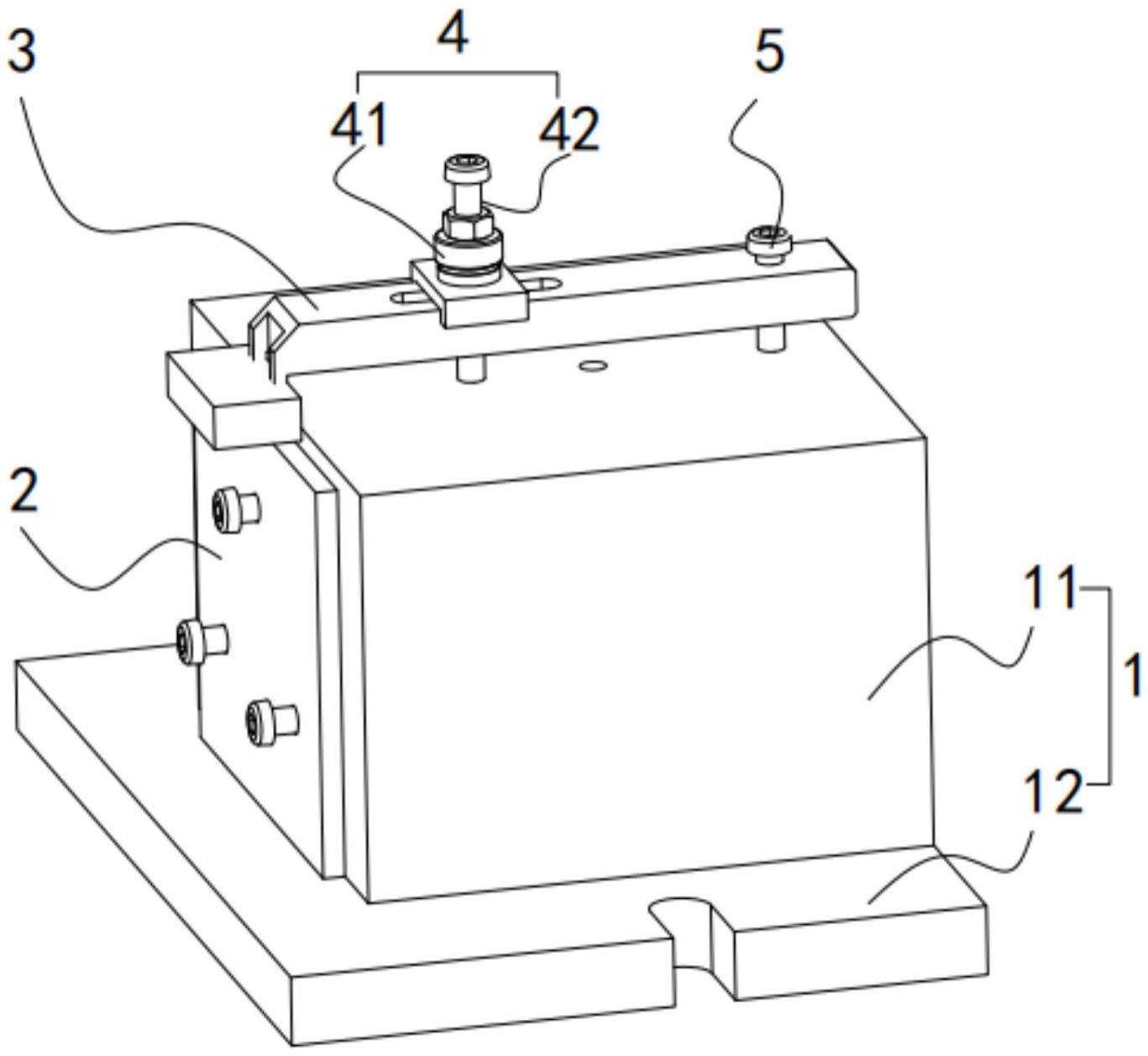
1.一种陶瓷试样磨削工装,其特征在于,包括底座(1)、支撑板(2)和压板(3),其中:
2.如权利要求1所述的陶瓷试样磨削工装,其特征在于,所述底座(1)还包括底板(12),所述底板(12)水平放置,所述侧板(11)与所述底板(12)连接且相互垂直,所述支撑板(2)的底面贴合所述底板(12)的上表面。
3.如权利要求1所述的陶瓷试样磨削工装,其特征在于,所述第一夹持部(21)包括两个第一凸块(211),所述两个第一凸块(211)按预设间距平行布置;所述第二夹持部(31)包括两个第二凸块(311)。
4.如权利要求3所述的陶瓷试样磨削工装,其特征在于,所述两个第一凸块(211)的间距等于试样长度的一半。
5.如权利要求3所述的陶瓷试样磨削工装,其特征在于,所述第二凸块(311)朝向所述第一凸块(211)的一面为圆弧面(312)。
6.如权利要求5所述的陶瓷试样磨削工装,其特征在于,还包括紧定装置(4),所述紧定装置(4)包括球面垫圈(41)和球窝螺栓(42),所述压板(3)设置有第一安装孔(32),所述第二表面(112)设置有第一螺纹孔(113),所述球窝螺栓(42)插入所述安装孔中并与所述第一螺纹孔(113)配合,所述球面垫圈(41)置于所述球窝螺栓(42)与所述压板(3)之间。
7.如权利要求6所述的陶瓷试样磨削工装,其特征在于,还包括顶丝(5),所述压板(3)远离所述第二凸块(311)的一端设置有第二安装孔(33),所述第二表面(112)设置有第二螺纹孔(114),所述顶丝(5)穿过所述第二安装孔(33)并与所述第二螺纹孔(114)配合。
8.如权利要求7所述的陶瓷试样磨削工装,其特征在于,所述第一凸块(211)位于第二表面(112)下方,第二表面(112)与第一凸块(211)上表面之间的高度差大于或等于试样的高度。
9.如权利要求8所述的陶瓷试样磨削工装,其特征在于,所述第二凸块(311)设置有直角缺口(313),所述直角缺口(313)的一个面与所述第一凸块(211)的上表面之间的夹角为锐角。
10.一种磨床,其特征在于,包括碗形砂轮、工作台和权利要求2所述的陶瓷试样磨削工装,所述底板(12)与所述工作台固定连接,所述碗形砂轮设置于所述压板(3)的上方。
技术总结
本技术提出了一种陶瓷试样磨削工装及一种磨床,其中,陶瓷试样磨削工装包括底座、支撑板和压板,所述底座包括侧板,通过设置所述侧板包括相互垂直的第一表面和第二表面,所述支撑板与所述第一表面连接,所述压板平行于所述第二表面且与所述第二表面连接,试样置于第一夹持部上且贴合所述第一表面,第二夹持部与第一夹持部将试样夹持于两者之间,保证待加工面和已加工面的平行度,提高磨削的精度。
技术研发人员:武七德,罗晓翔,吴正军
受保护的技术使用者:中能太昶武汉智能电器有限公司
技术研发日:20230323
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!