一种珩磨油石修整夹具工装的制作方法
本技术涉及夹具,具体为一种珩磨油石修整夹具工装。
背景技术:
1、珩磨是铸造、浇注、钻削、镗削或铰削之后的一种精加工工艺,在最近的十几年内珩磨已发展成为一种去除量大、切削效率高的内孔精加工工艺。 珩磨为各种应用场所提供许多解决方案。最常用的珩磨工艺就是采用珩磨油石。
2、现有技术中,珩磨油石使用过程中会伴有磨损需要时常进行修正,通过手持修整会出现定位不准确的问题,影响修整效果。
技术实现思路
1、本实用新型提供了一种珩磨油石修整夹具工装,以解决背景技术中的问题。
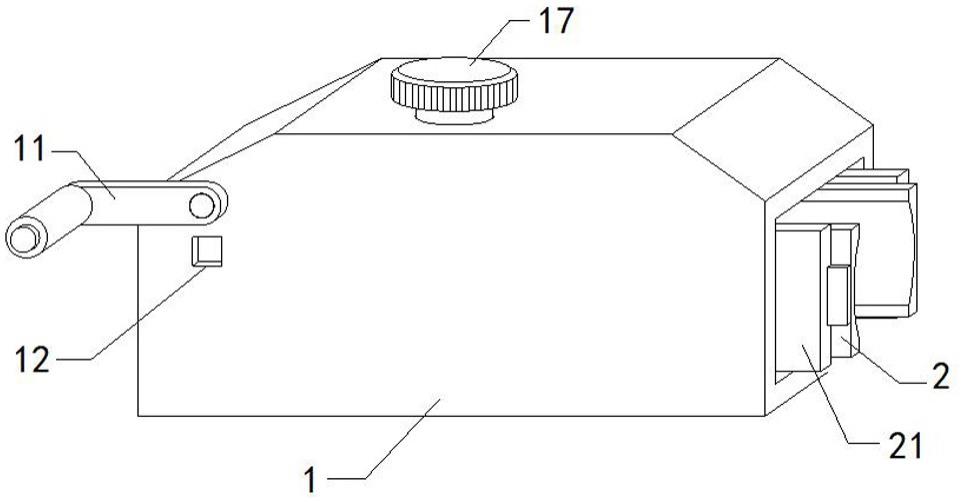
2、为实现上述目的,本实用新型提供如下技术方案:一种珩磨油石修整夹具工装,包括底座,所述底座的一端设置有垫板;
3、所述底座的左端转动连接有调节手柄,所述底座的正面开设有通槽,所述底座的内部滑动连接有滑竿,所述滑竿的下端固定连接有齿条,所述齿条的下方啮合有第一调节齿轮,所述底座的上端转动连接有调节杆,所述调节杆的顶部固定连接有旋钮,所述调节杆的中部设置有定位盘,所述定位盘的侧面设置有簧片,所述调节杆的下端固定连接有第二调节齿轮;
4、所述垫板的侧面卡接有夹板,所述夹板的侧面固定连接有凸缘,所述夹板的一侧螺纹连接有调节螺杆,所述调节螺杆的中部设置有驱动齿轮。
5、进一步的,所述调节手柄与第一调节齿轮同轴相连,所述第一调节齿轮与底座的连接轴为阻尼转轴。
6、进一步的,所述滑竿与齿条的连接点位于远离垫板的一端,所述齿条表面设置有刻度线,所述刻度线通过通槽外露。
7、进一步的,所述定位盘表面均匀开设有凹槽,所述簧片与上述凹槽卡接。
8、进一步的,所述调节螺杆的两端螺纹方向相反,所述调节螺杆的两端分别与两个夹板螺纹连接。
9、进一步的,所述驱动齿轮与第二调节齿轮均为锥形齿轮,所述驱动齿轮与第二调节齿轮相互啮合。
10、与现有技术相比,本实用新型提供了一种珩磨油石修整夹具工装,具备以下有益效果:
11、该珩磨油石修整夹具工装,通过设置垫板与夹板相互结合,代替夹板与油石接触,使垫板表面形状可以设置的更加贴合油石形状,并且通过拆装替换进行定位清洗维护,以减少磨损带来的定位误差,设置滑竿对油石起到抵触作用,通过齿条带动滑竿对油石的插入深度进行调节,进一步提高修整过程中油石定位的精确性。
技术特征:
1.一种珩磨油石修整夹具工装,包括底座(1),其特征在于:所述底座(1)的一端设置有垫板(2);
2.根据权利要求1所述的一种珩磨油石修整夹具工装,其特征在于:所述调节手柄(11)与第一调节齿轮(15)同轴相连,所述第一调节齿轮(15)与底座(1)的连接轴为阻尼转轴。
3.根据权利要求1所述的一种珩磨油石修整夹具工装,其特征在于:所述滑竿(13)与齿条(14)的连接点位于远离垫板(2)的一端,所述齿条(14)表面设置有刻度线,所述刻度线通过通槽(12)外露。
4.根据权利要求1所述的一种珩磨油石修整夹具工装,其特征在于:所述定位盘(18)表面均匀开设有凹槽,所述簧片(19)与上述凹槽卡接。
5.根据权利要求1所述的一种珩磨油石修整夹具工装,其特征在于:所述调节螺杆(23)的两端螺纹方向相反,所述调节螺杆(23)的两端分别与两个夹板(21)螺纹连接。
6.根据权利要求1所述的一种珩磨油石修整夹具工装,其特征在于:所述驱动齿轮(24)与第二调节齿轮(110)均为锥形齿轮,所述驱动齿轮(24)与第二调节齿轮(110)相互啮合。
技术总结
本技术公开了一种珩磨油石修整夹具工装,涉及夹具技术领域,采用的方案:包括底座,底座的一端设置有垫板,底座的左端转动连接有调节手柄,底座的正面开设有通槽,底座的内部滑动连接有滑竿,滑竿的下端固定连接有齿条,齿条的下方啮合有第一调节齿轮,底座的上端转动连接有调节杆,调节杆的顶部固定连接有旋钮,调节杆的中部设置有定位盘;通过设置垫板与夹板相互结合,代替夹板与油石接触,使垫板表面形状可以设置的更加贴合油石形状,并且通过拆装替换进行定位清洗维护,以减少磨损带来的定位误差,设置滑竿对油石起到抵触作用,通过齿条带动滑竿对油石的插入深度进行调节,进一步提高修整过程中油石定位的精确性。
技术研发人员:沈海,苏清蓉,原志翔,桂林,冯霜杰
受保护的技术使用者:山西钜星超硬工具制品有限公司
技术研发日:20230323
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!