一种加工金刚石磨头的夹具的制作方法
本技术涉及金刚石磨头加工,具体涉及一种加工金刚石磨头的夹具。
背景技术:
1、金属结合剂金刚石磨头在生产过程中经过烧结、粗磨、车加工、精磨等工序制成成品。金刚石磨头在打磨过程中需要通过三爪卡盘进行夹持固定,每个规格的三爪卡盘只能匹配相对应尺寸的金刚石磨头,无法做到通用,当三爪卡盘固定不是匹配的金刚石磨头时,导致金刚石磨头跳动值较大,增加加工的误差,因此,基于上述技术问题提出一种加工金刚石磨头的夹具。
技术实现思路
1、本实用新型为了解决上述存在的问题,设计了一种加工金刚石磨头的夹具。
2、为了实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:
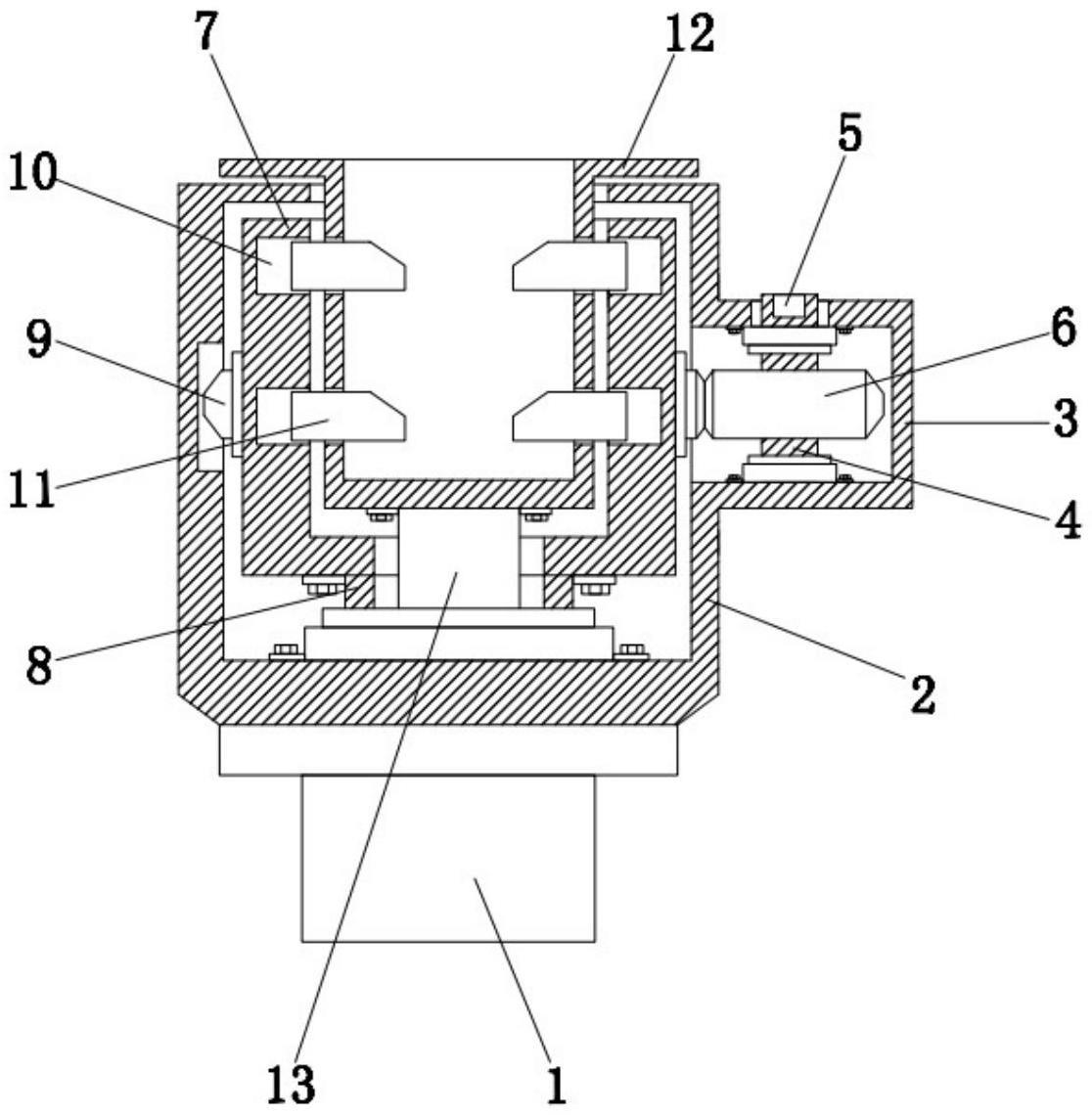
3、一种加工金刚石磨头的夹具,包括主轴,所述主轴顶端设有顶座,所述顶座右侧壁设有连接座,所述连接座通过上下内壁的轴承转动连接有转杆,所述转杆顶端延伸出连接座外,且上端面开设有插槽,所述转杆的外壁过盈配合有齿轮;
4、圆杆一,所述圆杆一活动嵌于顶座内,所述圆杆一底端设有连接杆,所述连接杆底端通过轴承转动连接于顶座的内底壁上,所述圆杆一的外壁设有齿环,所述圆杆一的内壁上下两端开设有两组弧形槽,所述弧形槽内活动插接有卡块;
5、圆杆二,所述圆杆二活动插接于圆杆一内,所述卡块的内侧端延伸进圆杆二内,所述圆杆二的底端设有支撑杆,所述支撑杆的底端贯穿圆杆一和连接杆的内腔,且固定连接于顶座的内底壁上。
6、进一步地,所述插槽横截面采用六角形插槽设计。
7、进一步地,每组所述弧形槽的数量为四个,且呈圆周间隙排列在圆杆一的内壁上。
8、进一步地,所述齿环的直径长度大于齿轮,且与齿轮啮合相连。
9、进一步地,所述卡块内侧端上部为倾斜的斜面设计。
10、进一步地,所述轴承的外环通过轴承座与顶座和连接座的内壁固定连接,所述轴承的内环与转杆和连接杆的外壁过盈配合连接。
11、本实用新型的有益效果是:
12、本实用新型采用双层四爪的夹持装置对工件的上下两端进行夹持固定,使工件在加工时更加稳定,提高加工的精度,可适配多种规格尺寸工件的固定,适用范围更广,节约投入的成本,增加了金刚石磨头夹具的实用性,更符合实际的使用需求。
技术特征:
1.一种加工金刚石磨头的夹具,其特征在于:包括
2.根据权利要求1所述的一种加工金刚石磨头的夹具,其特征在于:所述插槽(5)横截面采用六角形插槽设计。
3.根据权利要求1所述的一种加工金刚石磨头的夹具,其特征在于:每组所述弧形槽(10)的数量为四个,且呈圆周间隙排列在圆杆一(7)的内壁上。
4.根据权利要求1所述的一种加工金刚石磨头的夹具,其特征在于:所述齿环(9)的直径长度大于齿轮(6),且与齿轮(6)啮合相连。
5.根据权利要求1所述的一种加工金刚石磨头的夹具,其特征在于:所述卡块(11)内侧端上部为倾斜的斜面设计。
6.根据权利要求1所述的一种加工金刚石磨头的夹具,其特征在于:所述轴承的外环通过轴承座与顶座(2)和连接座(3)的内壁固定连接,所述轴承的内环与转杆(4)和连接杆(8)的外壁过盈配合连接。
技术总结
本技术涉及金刚石磨头加工技术领域,具体涉及一种加工金刚石磨头的夹具,包括主轴,所述主轴顶端设有顶座,所述顶座右侧壁设有连接座,所述连接座通过上下内壁的轴承转动连接有转杆,所述转杆顶端延伸出连接座外,且上端面开设有插槽,所述转杆的外壁过盈配合有齿轮;圆杆一,所述圆杆一活动嵌于顶座内,所述圆杆一底端设有连接杆,所述连接杆底端通过轴承转动连接于顶座的内底壁上,所述圆杆一的外壁设有齿环。本技术采用双层四爪的夹持装置对工件的上下两端进行夹持固定,使工件在加工时更加稳定,提高加工的精度,可适配多种规格尺寸工件的固定,适用范围更广。
技术研发人员:杜强,郭琳,哈菲菲
受保护的技术使用者:沈阳昌普精密科技发展有限公司
技术研发日:20230324
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!