一种铸造砂箱的制作方法
本技术涉及铸造,尤其是涉及一种铸造砂箱。
背景技术:
1、铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。
2、砂箱内填充有带有砂型的型砂,砂箱一般分为上箱和下箱,铁水通过安装在上箱的浇口杯及砂内通道流入砂型中,在砂型中冷却后形成铸件,然后将浇口杯从上箱移出,然后使上、下箱分离,取出铸件。但是在上、下箱体对接时必须保证对接准确,才能保证铸件的尺寸精度,而且高温的铁水进入铸造空腔中使砂箱受热膨胀,上、下箱体容易出现位移,进而影响铸件的质量,因此铸造时上、下箱体之间的定位和固定尤为重要。
技术实现思路
1、有鉴于此,本实用新型的目的是针对现有技术的不足,提供一种铸造砂箱,提高上、下箱体之间的定位精度和固定可靠性,保证铸件的质量。
2、为达到上述目的,本实用新型采用以下技术方案:
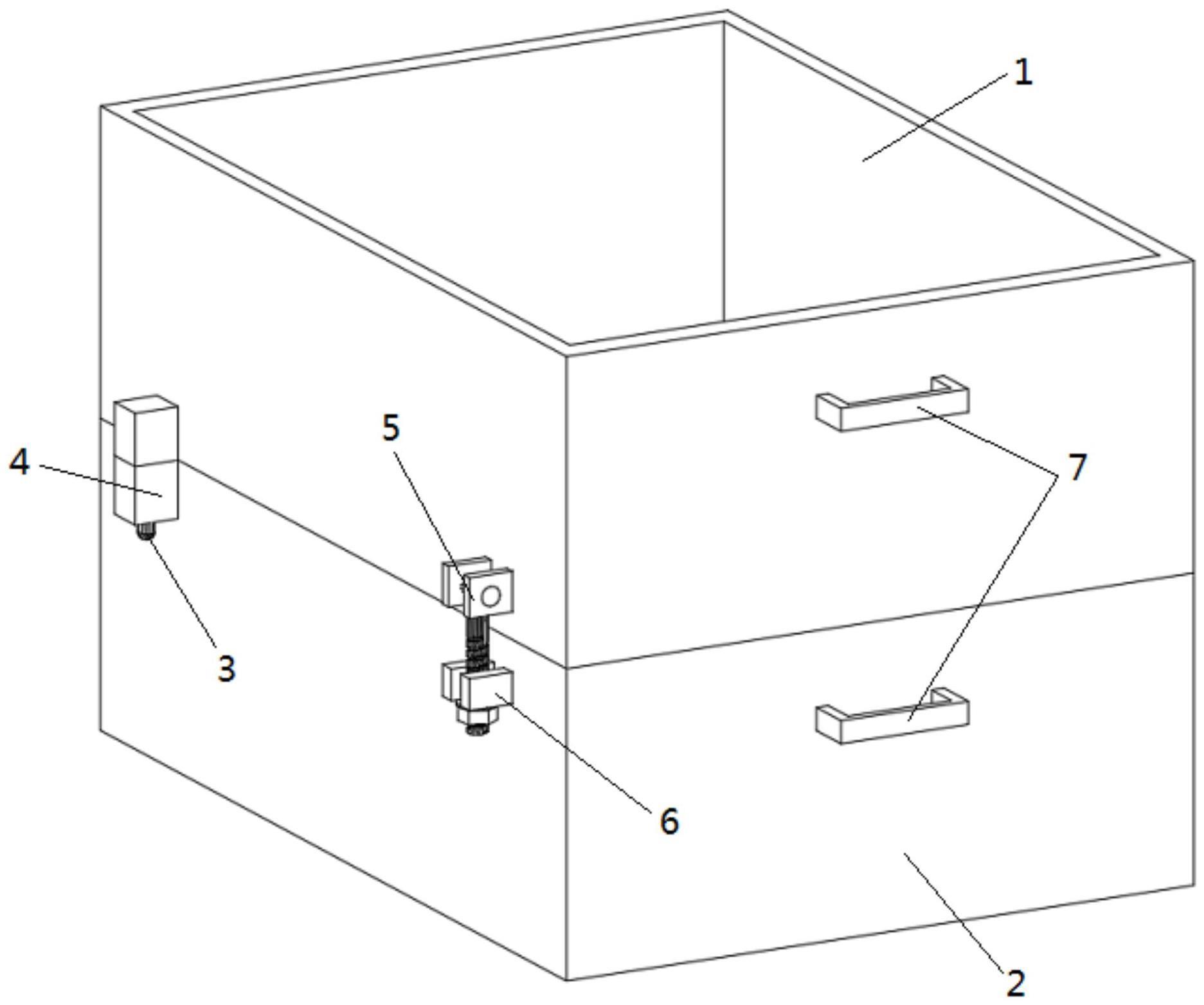
3、一种铸造砂箱,包括上箱体和下箱体,上箱体可放置在下箱体上,上箱体的侧壁上设置有多个竖直的定位杆,下箱体侧壁上设置有多个定位孔座,并且每个定位杆均可插入相对应的定位孔座内;上箱体的侧壁上还设置有多个连接紧固件,连接紧固件包括转轴、安装座、螺杆和螺母,安装座固定设置在上箱体的侧壁上,转轴与安装座铰接,转轴中部与螺杆垂直连接,螺杆与螺母螺纹连接,下箱体侧壁上还设置有多个卡座,并且每个连接紧固件的螺杆均可向下转动至相对应的卡座内。
4、进一步地,定位孔座顶部开口处设置有倒角。
5、进一步地,定位杆底部为圆弧结构。
6、进一步地,上箱体和下箱体的两侧均对称设置有握把。
7、进一步地,定位杆和定位孔座、连接紧固件和卡座各设置两组,且沿上箱体和下箱体的对角线交叉对称设置。
8、本实用新型的有益效果是:
9、本实用新型在上下箱体上设置相配合的定位杆和定位孔座、连接紧固件和卡座,定位杆插入定位孔座内用于确保上箱体和下箱体对接准确,保证浇注后的铸件质量;连接紧固件的螺杆向下转动至相对应的卡座内,然后旋转螺母使螺母抵在卡座下方,用于保证上箱体和下箱体在竖直方向上不会因为砂箱受热膨胀而出现位移。定位孔座顶部开口处设置有倒角,定位杆底部为圆弧结构,均可以帮助定位杆顺利插入定位孔座内。上箱体和下箱体的两侧均对称设置有握把,方便移动箱体。采用对角线交叉对称设置定位杆和定位孔座、连接紧固件和卡座的位置,在一条对角线上设置两组定位杆和定位孔座用于定位,另一条对角线上设置两组连接紧固件和卡座用于固定,在减少零件使用的基础上,最大程度保证上箱体和下箱体连接的可靠性。
技术特征:
1.一种铸造砂箱,其特征在于:包括上箱体(1)和下箱体(2),所述上箱体(1)可放置在下箱体(2)上,所述上箱体(1)的侧壁上设置有多个竖直的定位杆(3),所述下箱体(2)侧壁上设置有多个定位孔座(4),并且每个定位杆(3)均可插入相对应的定位孔座(4)内;所述上箱体(1)的侧壁上还设置有多个连接紧固件(5),所述连接紧固件(5)包括转轴(501)、安装座(502)、螺杆(503)和螺母(504),所述安装座(502)固定设置在上箱体(1)的侧壁上,所述转轴(501)与安装座(502)铰接,所述转轴(501)中部与螺杆(503)垂直连接,所述螺杆(503)与螺母(504)螺纹连接,所述下箱体(2)侧壁上还设置有多个卡座(6),并且每个连接紧固件(5)的螺杆(503)均可向下转动至相对应的卡座(6)内。
2.根据权利要求1所述的铸造砂箱,其特征在于:所述定位孔座(4)顶部开口处设置有倒角(401)。
3.根据权利要求2所述的铸造砂箱,其特征在于:所述定位杆(3)底部为圆弧结构。
4.根据权利要求1所述的铸造砂箱,其特征在于:所述上箱体(1)和下箱体(2)的两侧均对称设置有握把(7)。
5.根据权利要求1所述的铸造砂箱,其特征在于:所述定位杆(3)和定位孔座(4)、所述连接紧固件(5)和卡座(6)各设置两组,且沿上箱体(1)和下箱体(2)的对角线交叉对称设置。
技术总结
本技术公开了一种铸造砂箱,包括上箱体和下箱体,上箱体可放置在下箱体上,上箱体的侧壁上设置有多个竖直的定位杆,下箱体侧壁上设置有多个定位孔座,并且每个定位杆均可插入相对应的定位孔座内;上箱体的侧壁上还设置有多个连接紧固件,连接紧固件包括转轴、安装座、螺杆和螺母,安装座固定设置在上箱体的侧壁上,转轴与安装座铰接,转轴中部与螺杆垂直连接,螺杆与螺母螺纹连接,下箱体侧壁上还设置有多个卡座,并且每个连接紧固件的螺杆均可向下转动至相对应的卡座内。本技术可以提高上、下箱体之间的定位精度和固定可靠性,进而保证铸件的质量。
技术研发人员:宋文涛,马平洋,陈永华
受保护的技术使用者:商丘市恒兴铸造有限公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!