一种轮毂磨抛装夹工装的制作方法
:本技术涉及轮毂加工设备,更具体地说涉及一种轮毂磨抛装夹工装。
背景技术
0、
背景技术:
1、轮毂在加工过程中,其表面需要进行打磨和抛光,现有的设备中,很多都是用机械手进行操作或六轴机器人操作使用,而现有的打磨抛光中,其轮毂均是需要人工用螺栓固定压块,将轮毂的边部压紧,或者是用中心定芯轴将轮毂中心固定,而由于中心定位轴固定,其与轮毂的毂部的中心通孔之间是具有间隙的,还是容易使轮毂产生细微偏移和沿着中心定位轴转动,影响加工效率。
2、或者是采用相对复杂的设备将轮毂自动夹持,如中国专利申请号为202010131914.7的一种新能源汽车轮毂加工用抛光装置,其轮毂限位旋转机构作用下对轮毂内圆夹紧以及驱动轮毂进行转动,通过轮毂侧面抛光机构能够实现对打磨轮的角度调节,进而实现对轮毂顶面的抛光倒角作业。其实现了全自动加工需要,但是,其并不是配合机械手进行操作使用,使得对于已经购买了机械手的轮毂抛光设备中的改造,是无法适用的,对于已经购买了机械手的轮毂抛光设备,其只能对夹持工装进行改动,才能实现,而现在并没有相应的改动机构。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的是克服现有技术的不足,提供一种轮毂磨抛装夹工装,它可以在现有的机架上进行改装,通过在中心芯座上可拆卸式安装定位芯子,通过固定螺栓和弹性卡置套实现轮毂的夹持固定,使得轮毂夹持牢固,不容易晃动和转动,提高加工效果。
2、本实用新型解决所述技术问题的方案是:
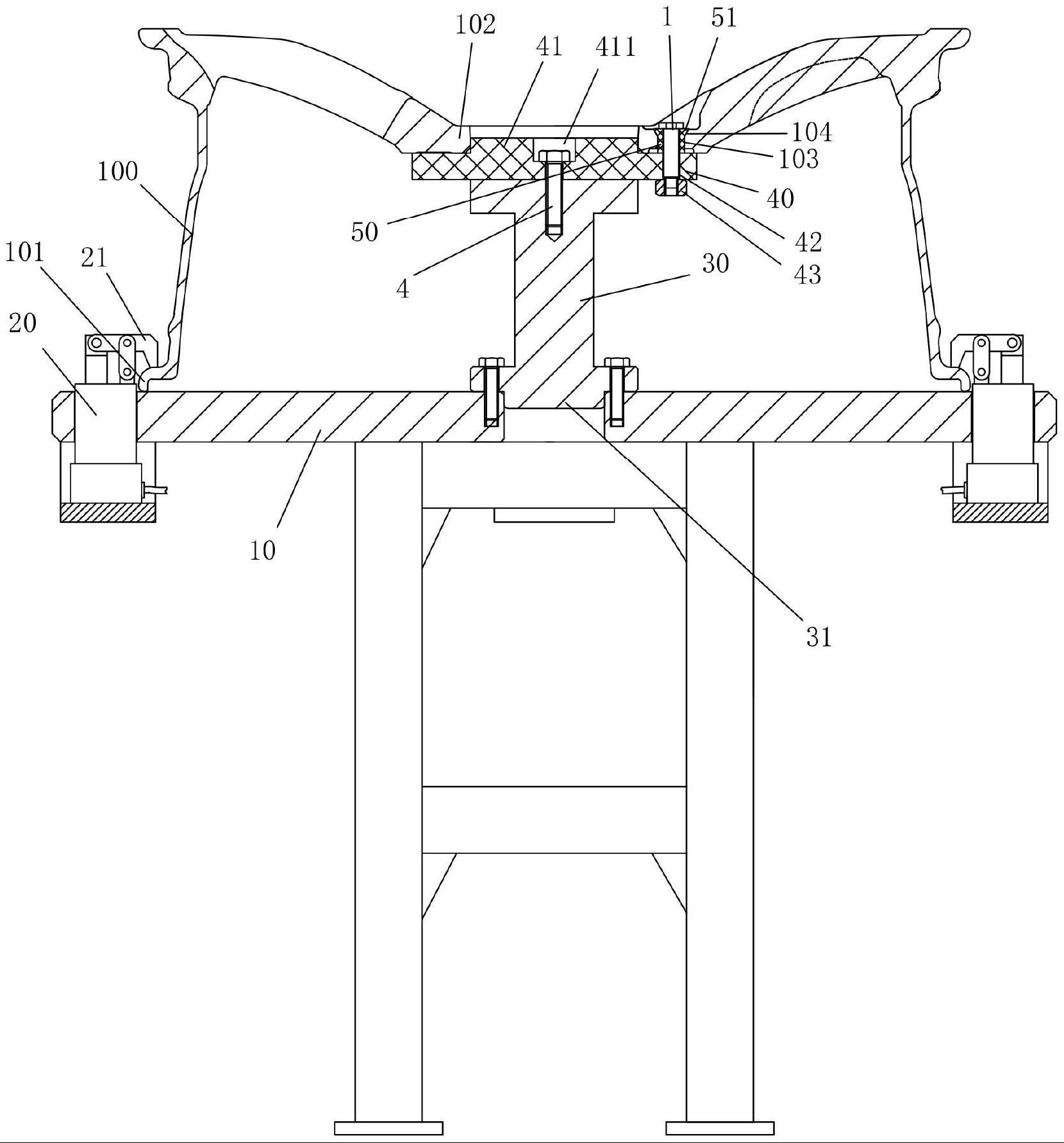
3、一种轮毂磨抛装夹工装,包括机架,所述机架的顶板边部固定有多个夹持油缸,待加工的轮毂放置在机架的顶板顶面上,所有夹持油缸的压紧块压靠在轮毂的底部外侧壁上成型的轮唇的顶面上;
4、所述机架的顶板的中部固定有中心芯座,中心芯座的顶面固定有定位芯子,定位芯子的中部顶面成型有向上延伸的定位凸起部,待加工的轮毂的毂部的底面压靠在定位芯子的顶面上,定位凸起部插套在毂部的中部中心通孔中;
5、所述毂部的边部成型有多个pcd孔,固定螺栓的螺杆部插套在对应的pcd孔中,固定螺栓的螺杆部的底端固定在定位芯子上,固定螺栓的螺杆部的上部插套有弹性卡置套,弹性卡置套插套在pcd孔中,弹性卡置套的外侧壁压靠pcd孔的内侧壁,固定螺栓的转动头部压靠在弹性卡置套的顶面,弹性卡置套的底面压靠在定位芯子的边部顶面上。
6、进一步的说,所述pcd孔的上部内侧壁上成型有锥形孔段,弹性卡置套的顶部外侧壁上成型有锥形凸起边部,锥形凸起边部处于锥形孔段中,锥形凸起边部的外侧壁压靠在锥形孔段的内侧壁上。
7、进一步的说,所述pcd孔的正下方的定位芯子上成型有连接通孔,连接通孔的正下方的定位芯子的底面固定有连接螺母,固定螺栓的螺杆部的底端伸出对应的连接通孔并螺接在连接螺母上。
8、进一步的说,所述固定螺栓的螺杆部处于弹性卡置套的外侧壁为光滑壁面,固定螺栓的螺杆部的底部外侧壁上成型有外螺纹,其螺接在对应的连接螺母上。
9、进一步的说,所述定位凸起部的外侧壁靠近或紧贴毂部的中部中心通孔的内侧壁。
10、进一步的说,所述定位芯子的定位凸起部的顶面中部成型有向下延伸的阶梯通孔,阶梯通孔的上部孔段直径大下部孔段直径小,阶梯通孔的底端与中心芯座的顶面中部成型的螺接孔相对应,连接螺栓的螺杆部插套在阶梯通孔的下部孔段中并螺接在螺接孔中,连接螺栓的上部转动部处于阶梯通孔的上部孔段中,连接螺栓的上部转动部的底面压靠在阶梯通孔的上部孔段的底面上,定位芯子的底面压靠在中心芯座的顶面上。
11、进一步的说,所述中心芯座的底面中部成型有向下延伸的下定位凸起部,下定位凸起部插套在机架的顶板中部的通孔中,下定位凸起部的外侧壁紧贴通孔的内侧壁,中心芯座通过多个螺栓固定连接在机架的顶板上。
12、本实用新型的突出效果是:
13、它可以在现有的机架上进行改装,通过在中心芯座上可拆卸式安装定位芯子,通过固定螺栓和弹性卡置套实现轮毂的夹持固定,使得轮毂夹持牢固,不容易晃动和转动,提高加工效果。
技术特征:
1.一种轮毂磨抛装夹工装,包括机架(10),其特征在于:所述机架(10)的顶板边部固定有多个夹持油缸(20),待加工的轮毂(100)放置在机架(10)的顶板顶面上,所有夹持油缸(20)的压紧块(21)压靠在轮毂(100)的底部外侧壁上成型的轮唇(101)的顶面上;
2.根据权利要求1所述的一种轮毂磨抛装夹工装,其特征在于:所述pcd孔(103)的上部内侧壁上成型有锥形孔段(104),弹性卡置套(50)的顶部外侧壁上成型有锥形凸起边部(51),锥形凸起边部(51)处于锥形孔段(104)中,锥形凸起边部(51)的外侧壁压靠在锥形孔段(104)的内侧壁上。
3.根据权利要求1所述的一种轮毂磨抛装夹工装,其特征在于:所述pcd孔(103)的正下方的定位芯子(40)上成型有连接通孔(42),连接通孔(42)的正下方的定位芯子(40)的底面固定有连接螺母(43),固定螺栓(1)的螺杆部的底端伸出对应的连接通孔(42)并螺接在连接螺母(43)上。
4.根据权利要求3所述的一种轮毂磨抛装夹工装,其特征在于:所述固定螺栓(1)的螺杆部处于弹性卡置套(50)的外侧壁为光滑壁面,固定螺栓(1)的螺杆部的底部外侧壁上成型有外螺纹,其螺接在对应的连接螺母(43)上。
5.根据权利要求1所述的一种轮毂磨抛装夹工装,其特征在于:所述定位凸起部(41)的外侧壁靠近或紧贴毂部(102)的中部中心通孔的内侧壁。
6.根据权利要求1所述的一种轮毂磨抛装夹工装,其特征在于:所述定位芯子(40)的定位凸起部(41)的顶面中部成型有向下延伸的阶梯通孔(411),阶梯通孔(411)的上部孔段直径大下部孔段直径小,阶梯通孔(411)的底端与中心芯座(30)的顶面中部成型的螺接孔相对应,连接螺栓(4)的螺杆部插套在阶梯通孔(411)的下部孔段中并螺接在螺接孔中,连接螺栓(4)的上部转动部处于阶梯通孔(411)的上部孔段中,连接螺栓(4)的上部转动部的底面压靠在阶梯通孔(411)的上部孔段的底面上,定位芯子(40)的底面压靠在中心芯座(30)的顶面上。
技术总结
本技术公开了一种轮毂磨抛装夹工装,包括机架,所述机架的顶板边部固定有多个夹持油缸,待加工的轮毂放置在机架的顶板顶面上,所有夹持油缸的压紧块压靠在轮毂的底部外侧壁上成型的轮唇的顶面上;所述机架的顶板的中部固定有中心芯座,中心芯座的顶面固定有定位芯子,定位芯子的中部顶面成型有向上延伸的定位凸起部,待加工的轮毂的毂部的底面压靠在定位芯子的顶面上,定位凸起部插套在毂部的中部中心通孔中;它可以在现有的机架上进行改装,通过在中心芯座上可拆卸式安装定位芯子,通过固定螺栓和弹性卡置套实现轮毂的夹持固定,使得轮毂夹持牢固,不容易晃动和转动,提高加工效果。
技术研发人员:陈小英,梁青良,盛景伟
受保护的技术使用者:浙江万丰奥威汽轮股份有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!